ĥ���O��S�ޱ��B
�����O��S�ޱ��B
��ɰ�O��S�ޱ��B
�����O��S�ޱ��B

1��ĥ�ۙC��Һ���ס���늙C�����������y�������_��˨�ס��p�ٙC�װ��B����˨�ס�ĥ֧݁�μ��B����˨�ס������߶ȡ��|�F��K����λ�õ���Ҫ�ߴ磬�����D���M�кˌ���
2��ĥ֧݁�μܡ��u���b�á�Һ����ϵ�y�������yĥ֧݁�μ����γߴ磬���c�����Ă�֧�μܸ߶ȳߴ��Ƿ�һ�£��z��ĥ݁�S֧�����ľ����B����˨��ߴ��Ƿ���ψD��Ҫ�z��u���b�á�Һ����ϵ�y�����^���ˌ��b��ߴ硣
3���h�ۡ������������ĥ�CͲ�w�Y�����������c�h�ۡ�����������������z��Ͳ�w�M���ӿp���¿���ʽ��������c�͙z�鹤��Ҫ���D���M�кˌ���
4���p�ٙC��ĥ�P��ĥ݁�����@Щ�b���Ƿ�ĥ���γɺͮaƷ�_���_�a���P�I�O�䣬��Ҫ�Ǚz�����^���ˌ����B��̎�Ŀ࣬��λ�N����ʽ�������ܵ���Һ���ܵ����ӿڵ��|������ĥ�P���ϵ���Ħ�r�弰ĥ��������Ħ�r��Ҫ���c�z�飬���l�F�O����ȱ��Ҫ���r�ԕ�����ʽ��I��������
5�����w�ܷ⡢���~�y�����o�h���b�á������c�O�估�Y�����Ĕ������z���㲿�����|�������c���Ʊ��o�h�ĈA���ȣ��ˌ��b��ߴ硣
6���x�ۙC�������x�ۙC�Ě��w�����S���L�~���C�Ȍ����弰�����b�á��x�ۙC�����b�õ�Ҫ���c�O��ͽY�����Ĕ������z�����^���ˌ����B��̎�Ŀ࣬���c�����x�ۙC���w�ĸ��ι����γߴ�����A���ȡ�ֱ���ȡ����·��m��ˮƽ�Ⱥʹ�ֱ�ȣ����z����ӿ�̎���p���¿���ʽ��
1��ĥ�ۙC���bǰ�����Ʊ��ܣ���¶�����Ϳ�Ϸ��P��֬���������Օ����ܣ��Է��C�w���P�Mˮ��Ҫ�������B�ƶȡ�
2��ĥ�ۙC���A���������b���A�D�ߴ磬�������ĸ߶ȺͰ��bλ�á����A�����øߘ�ˮ�ಢ�����䓽�ܝ������������ܻ���|�ϡ����A���ú����15��ر��B�ڡ�
3��������2��3��������ߣ���ĥ�ۙC���b�S��ʹ�á�
4��ע����_��˨��λ�óߴ磬ע����ƺ�һ���߶ȣ�Ȼ����ˮƽ�xУ���϶�ƽ�档
5����횰��bι�ϙC���Ա��C�����B�m���ϡ�
6���ՙCԇ�\������10��犡�
7�����C�\�D�r��ƽ�����o�����������S���ҜضȲ��ó��^50�档
8��ԇ�C30��犺�ͣ�C�����ΰѸ��o���w�Q�o������ʹ�á�
9�������\�к�ÿ�ܑ��z��һ�Σ�������˨�Ʉӣ���ɓpʧ��
10��ؓ���\�D�C�r�g������8С�r��
11��ĥ�ۙC�ij��S��ʹ�ó��^6���r��Ҫ�����C�����Sϵ�y�����b�á�ĥ݁�b�á������C�ͳص��坍�z�飬��ϴ�ꮅ�������ĝ�����֬��
1���ڜp�ٙC�o���S���ҳ����D�����c��
2������p�ٙC�c�C���ĽY���棬���z�����P�ߴ硣
3���C������Ĩ��һ�ӝ���֬�����ڜp�ٙC�������滬�Ӷ�����������
4���p�ٙC������Ҫ��ָ�����S��λ��ʹ���D�����c�؏����Ă�֧�μܵ����Ľ��c��
5���z��p�ٙC�c�C�����q�Ķ�λ�N���������L���Ͻ��|���á�
6���z��p�ٙC�c�C���N���Ƿ���ܣ����D��Ҫ������،��Q�Q�o�B����˨��
��Ū�������˾ĥ�ۙCϵ�y�O�õ���r����ϵ�y�����á�Ҫ�_���Ĺ�ˇЧ��,�@���������Ҫ��
����Ϥĥ�ۙC����Ҫ�Y�������ü��������a�^���еIJ���ע����헡������������c��ĥЧ���������P�IJ�λ����: ���T�Ŀ��ơ�܈����{���ȣ�
������ĥ݁�����g�����ĺ��x�����c��ĥЧ�����Pϵ����ӛ����˾��ϵ�yĥ݁���g�����������r�����ڲ�����������ϣ��煢�����ʹ��ĥ�^���r��������܈���Ҫ�m����Щ��������ĥ�����^�������^�����飻
�����՜y����ĥЧ���Č��I���������C���Nĥ�ۙC����ĥЧ����
�����ծ�ԭ��Ʒ�|����ĥˮ�֡���ƷҪ��ĥ�X���f�����l�������ذl��׃���r��ĥ�ۙC�IJ����{���������Դ_���aƷ�|���ķ�����
1���_��ĥ�ۙCǰ�����z�����Йz���T�P�]�Ƿ���ܣ��϶����Ƿ�����F�Ȯ�����eע���D�����_���D����վ�ڴ�݆������r����D��
2�����Ӵַ�ĥ늙C���ȵ��ַ�ĥ늙C�\�D������������ϡ�ĥ�ۙC�_�Ӻ����L�r�g���M�ϣ���͕r����15��犣�����p���r�塣
3���P�]�ַ�ĥ�r�������ַ�ĥ���������M�������P�]�϶������P�]�ַ�ĥ늙C��
4���ַ�ĥ�����������r�����S����ͣ�Ҫ�_�����a��ȫ���ַ�ĥ���κβ��ְl����������������ؓ��ͻȻ��������ͣ�C�z�飬�ų����ϣ�����l���ش��¹ʡ����^�m�_�C�r회��ַ�ĥ������ȡ������t�_�C�r����^���ܕ�Ӱ��������ӡ�
5�������ڙz��ĥ�ۙC�ȵ��r��ĥ�p��r���r��ĥ��������Ҫ���r���Q��Ͳ�w©��Ҫ���r�o�̡������z��ͱ��C�������c�������坍�ĝ����ͣ����S�е��͜ز����^60�档���r���Pע�M���������ϝ�ȣ����r�{����ͣ܇�r����ֹͣ�M�ϣ�Ȼ��ĥ�ۙC�����\�D10��15��犣���Ͳ�w��ʯ��ʯ����ĥ�����ͣ܇���������¹�ͻȻͣ܇�r���������ֹͣ�M�Ϻͣ����r�Д�늙C�������C�M���Դ��
6�����Ý����a�r�����]�г��m������������Ҏ�̑��������ψ��С�
ע�������f���Ըɷ����a�����������a�r���ĺ����С�
1������ ĥ�ۙC����ķ���������ĥ�ۙCϵ�y�����������P��Ҫ, ����Ĵ�С���Է�ӳ��ĥ�����ϵĶ���, �����T��ͨ�^�^�쉺����˽�ĥ�ȵ���r�������׃����Ҫȡ�Q��ι��������ĥ������ͨ�L�����ډ���׃���r,�Ȳ�����վ�����Ƿ�, �����ͨ�^��׃��ĥ������ͨ�L���Լ���ˮ�������C��ĥ������������
2����� ĥ�ۙC�a����ӵ���Ҫԭ�������ϵ�ι����������(���ȡ���ĥ��) ����ĥ���������ϵ�y�Ĝضȡ�ĥ݁��Һ��ϵ�y��ĥ݁��ĥ�P��ĥ�p��r�����ء�
3����ĥ���ϼ��� ͨ�^��׃��ĥ�������x�ۙC�D�١�ι������ͨ�L��������ĥ�ۙC��ĥ���ϵļ��ȡ������ĥ���ϼ����^��,�t�Ӵ���ĥ����, �p��ͨ�L��������ι����������; ��ĥ�����^��, �t���෴�ķ����{����һ����ͨ�^�{���x�ۙC���D�ف��{��ĥ�ۙC��ĥ���ϵļ��ȸ��鷽����Ч��
һ���������όӣ�ĥ�ۙC�����ϴ���ĥ����˷������όӌ���ĥ�İ�ȫ�\�����P��Ҫ����������r�£�ĥ�P���όӵĺ�ȴ�s30-60mm���˕rĥ�C�\��ƽ����ĥ����ͣ�ĥ�C����ѭ�h�������������ֲ�׃���ό�̫����ĥ�C���Ӵ�;�ό�̫��ĥ�Cؓ�ɴ����ĥЧ�ʵͣ����ؕrҲ����Ʉ������ӡ�
�������ϵ�ƽ�⣺ĥ�ۙC�\���У�ι��������ĥ����������ݔ������������������ѭ�h��̎��ƽ���B����ι����һ������r�£������ĥ��������t����ɴ�������������������Խ��Խ�࣬�˕r���m������Һ��վ�Ĺ�������(�{�������y����������)��������ĥ���������m���p��ι����;��֮��ĥ�����^���t�ό���u�p����K����ĥ�C���ӣ��˕r���m���{��Һ��վ�Ĺ�������������ι��������һ�N��r�ǣ������ĥ�������m������ݔ���������㣬ͬ�ӻ����ɴ������������еļ��ۺ����^�˕r���Ӵ��L��������ݔ����������ˣ�����ĥ�IJ����^���У��\������ƽ��ԭ���A�Ȱl�F��ĥ�\���еĆ��}���Ķ���ȡ�����Ĵ�ʩ����ֹ����Ҫ��ͣ�C���{ԇʧ����
�������m���L�غ��L����ĥ�ۙCһ�����ؓ��������������ݔ�͡��ּ�����ɾ�������ğ��L���L�����ȑ��ܝM��ݔ�����ϵ�Ҫ���L���^С����ɴ����ϸ۲��ܱ����rݔ�ͳ�ȥ;�L���^�H����������M��߀����ɮaƷ�ܴ֡��L�ظߵ͑�������ĥ����ˮ�ִ�С��Q����ˮ�ִ�����L�أ�ˮ��С�t�������L�أ�����ĥ�L�ؑ�С��350�档(�^�ߵ��L�ؕ��o��ĥ����p��)���⣬���ֹĥ�C��ʽ�Չm���Y¶(���Yˮ)�������Ƴ�ĥ�L����80-100 �淶���ȡ�
ĥ�ۙC����һ�N���͡���Ч�����ܵķ�ĥ�O�䣬��ˮ�����a�������������Ϸ�ĥ�������O�䡣ĥ�ۙC�ճ��z�鶼����Щע����أ����Y����������ʮ�c��
1��Ҫ������ ĥ�ۙC���x�ۙC���\�D���Ƿ��������Пo������
2���z��p�ٙC�������O���Ƿ���©�͡�©ˮ��©�ϵĬF��
3��ÿ�z�����U�ܷ��ĥ�p��r��
4�����ڙz��ΰ弰����ϵ�y�Ĺ��ܡ�
5��ÿ��z���վ��������������λ����Ҫ�rҪ���ͣ�������ƷҪ�cҎ������Ʒ������z��������퉺�����z����^�V���Ƿ������
6���z��ĥ݁����վ������r��ע�͉����Ƿ�������
7�������z����ܼ��y�T�Ƿ�©�͡�
8��ÿ1000H�y��һ��ĥ�P��ĥ݁�r���ĥ�p��r������ӛ䛡�
9��ÿ�ܙz��һ���������ĉ�����
10�����ڙz�����ļܡ�����h�����L�~Ƭ����ˮ�ܼ�����ĥ�ȸ�����
1�����OӋĥ�ۙC�r��ᘌ��Ñ��ļӹ�Ҫ����x��ͬ���|��ĥ�飬��ĥ݁��ĥȦ���@�Ӳ����������L��ʹ�É��������ҿ�����߮a�������Ñ�׃�����Զ��ӹ��e��ԭ�ϕr���t�����Q�����c֮���ײ��|��ĥ݁��ĥȦ��
2��ĥ�ۙC�Ñ���׃���aƷ���ȕr(�����Ե�Ŀ�����Ŀ���D�Q�r)��һ��Ҫע������ķּ��C���ܵ������L�Չm������Ʒ�}�ȱ���ճ���Ĵַۺʹ��w������t����ɴ��w����Ⱦ����������ͨ���������Ƀ�ĥ�Cǻ�ȡ��L��ȵĚ���ԭ�Ϻ����Cͣ�D�����ϣ����ּ��C�{���ӹ��������۵ĸ��D�٣�Ȼ���L�C�_�����ͬ�r���ӳ�Ʒ�}�ϵĂ}����������@�ӿ��\��4h���ϣ�����߀��m���ô�ܵ������L�Չm������Ʒ�}���⚤���ԅf��ȥ��ճ���Ě����ǧ�f��Ҫ���韩�������@���P�I�Ĺ����������a�����w���Ї������Ƶij����۸�����ˡ�
3����_��ĥ�ۙC�ļ����ԣ�߀�����������a���ϸ��_�O�䆢�Ӻ��P�]�Ĵ��_�����ƮaƷ���ȵķּ��C�Ȇ��ӣ����_���˶��D�ٺ��ن��ӄe���O��(��ֹð�������L�C���Ȇ���)����ͣ�C�r�t�෴������Pͣ�ּ��C�����L�C���Է�ֹ���L�Cͣ늺�đT�Ԍ�ĥ�ȵĴ��w�����^�ּ��C�����Ⱦ��
ĥ�ۙC�ӹ������������ܷ�ݔ�ͳ�������ه�ڹ��L�C�������\�У����L�C��ĥ�ۙC����Ҫ�ĽM�������L�C�ľS��Ҏ�����£�
(1)�z����L�C����λ�ľo����r����λ�N�Ƿ����ɄӬF��
(2)���L�C�C�w�Ȳ��Пo©ˮ©�ͬF��
(3)���L�C�C�w�Ȳ������нY�������P�̈́���F����ڡ�
(4)ע�❙������s��r�Ƿ�������ע�❙���͵��|���������A ���L�C�\���Пo�s��ע��C�M�Ƿ��ڲ�����Ҏ�����r�¹�����
(5)���L�C���^�d�Еr���������@ʾ�����ģ�����Ҫע���M�Ś≺�����S�МضȺ�늙C���������څ�ݣ������Д��C���Ƿ��\��������
(6)��ж���L�Cǰ��������ϳߴ��M�Мy��������ӛ䛣����������������Ø�ӛ���Ա��C�b�����ܾS��ԭ�������Ҫ��
(7)�µĻ����Ĺ��L�C�����䑪������ϴ������ʹ�ò��EͶ���\�У����h�\��8С�r����Qȫ�������͡�
����ĥ�ۙC�ϵ���Ҫ����O����L�C��ƽ�rҲҪ���ö��ڙz�飬һ���l�Fë���͑�ԓ���r̎�������B���˹��L�CҲ�����Lĥ�ۙCʹ�É�������Ҫ���ء�
����ĥ�ۙC���Sǰ�������^늙C�����C���D��ĥ��̎�����Ǟ����պ�Cеϵ�y������Ѡ�B�Լ����Lʹ�É��������h���C���I��ȥ�����ʮ��С�r߀��֔��ʹ�á�
��ĥ�ۙC�����ʹ�Õr����ò�Ҫ���^�~���a����80%������C���b������ֲڣ�Ħ��ϵ�������\���^���Е��a������Ľ���м������c�����Ħ�������ӿ��דp����ĥ�p���^��Įa�����ϡ�
��ĥ�ۙC�㲿��������g϶�^С�����������b���ԭ���y���C����g϶�ľ����ԣ�������(֬)������Ħ�������γɾ������Ĥ����ֹĥ�p���Ķ����͝���Ч�ܣ���əC�������ڮ���ĥ�p�����ؕr����ɾ�����ϵ�Ħ�����愝����ҧ�ϬF���Cе���ϵİl����
��ˣ��͑�Ҫע�⣬�S�r�l�F���}�S�r��Q��������ɲ���Ҫ�ēpʧ��
(1) ĥ�ۙC��ʹ���^�õĿ��g��ĥ����,���˽�Q�����ɱ��ͼӹ����},�ɲ����p���ُͺϵķ���;
(2) ĥ�ۙC��ĥ݁�⚤��ĥ�P�ϵ��ϴ��r�呪���÷���ĸ��Q�Y��,���r���Qĥ�p�������H����߱P��݁��ʹ�É���,߀�ܱ��C��ĥ�aƷ���|���ͮa��,���L���C�ĉ���;
(3) �M���pС����r�������Ⱥ��x���m���ļ��d�������x�ü����ȵ�����C�ȰѴ��w������r������ټ���ĥ�ۙC����һ�N�����������ĥ��Ч�ʵĺ÷�����ԇ�Y�������������������^С�r,ĥ�ۙC����ƽ�����a���ߡ�ĥ݁��ĥ�P��ĥ�pС��������d���ܝM���ĥ�Įa���ͼ���Ҫ��,�^��ļ��d��������ĥ݁��ĥ�P��ĥ�p;
(4) �ڝM��ĥ�ۙC��ʹ�×l����,��ԓ�pСĥ�P�cĥ݁�Ĺ����D�١��mȻ��һ�������ȣ��D�ٵ���߿�ʹ�a����Ч�����,�����D�ٳ��^һ��ֵ�r,�����_����ǰ��Ŀ��,����ʹĥ�P�cĥ݁��ĥ�p�ӄ�,���ˇ���Ӱ�ĥ݁��ʹ�É�����,Ҳ�������C���ĉ����a������Ӱ푡�
ĥ�ۙC��ʯӢɰ�r��ע�������c��
һ�LJ�����Ҏ���M�в���, ���Æ���ǰ�Ĝʂ乤��, ��������P�O�䶷ʽ�����C�������C�����L�C���ܵ����������C�������������L���x��, ÿ�����ֵĆ��Ӷ��g�����ɕr�g��
�����ڲ����Еr��ע���^������L���x���²����i����, �Է�ֹ���ܷⲻ������ɲ����ۻ���ٳ���, Ӱ푮a����
���Ǟ鱣�Cĥ�ۙC�������\��, ���C��ʼ�K���ֶ����M��, �ٵ��M��������ɿ�ĥ, �^����M�ϕ����·e��, ���ҕ������M��ڡ����Ա���{����ĥ�C, ʹ��ʼ�K̎����ѹ�����B��
���Ǟ��Q�ܱڼ����ڵĽY�ں������F��, �ڼ������ϲ��Â}���������
����ĥ݁�b���Ҏ���r�g����, �Է�ֹ��ĥ݁�b���M�۶��ӿ��S��ĥ�p��
1��ĥ�ۙC��ʹ���^�̮��У����й̶��ˆTؓ؟���ܣ������ˆT��횾߂�һ���ļ��gˮƽ���ڰ��bǰ�������ˆT����M�б�Ҫ�ļ��g��Ӗ��ʹ֮�˽�ĥ�ۙC��ԭ�����ܣ���Ϥ����Ҏ�̡�
2����ʹĥ�ۙC���������ƶ�"�O�䱣�B��ȫ�����ƶ�"��ͬ�rҪ�б�Ҫ�ęz�����Լ�����֬�������������
3��ĥ�ۙCʹ��һ�Εr�g���M�Йz�ޣ�ͬ�r��ĥ݁��ĥ�h���P�����דp���M�Йz���Q̎����ĥ݁�b����ʹ��ǰ���B����˨��ĸ���M���м��z�飬���Ƿ����ɄӬF������֬�Ƿ���㣬�����߿����քӼ��ͱú��S�͘���
4��ĥ�ۙC��ĥ݁�b��ʹ�Õr�g���^500С�r������Ҫ���Q�����¸��Qĥ݁�r����݁�׃ȵĸ��L���S�б���M����ϴ��
5���������ϵĴ�С��ܛӲ����ˮ�������ز�ͬ���ӹ��Ĵּ���Ҳ��ͬ�����{��ĥ�ۙC�ķ��������D�ٸߡ����ȸߣ��D�ٵ͡����ȵ͡�����ȣ��a�����������ͣ����߀�_����Ҫ��r�����{ԇ�L�C�D�٣��Ñ����`�����ա�
6��ĥ�ۙCĥ݁ĥ�h�Ĉ�U�O�ޣ�ʣ����С�ں�С��10mm��
7��ĥ�ۙCͣ܇�r����ֹͣ�M�ϣ����C���^�m��ĥ���sһ��犺��P�]���C늄әC�ͷ�����늙C��ֹͣ��ĥ�����������ֹͣ�L�C늄әC���Ա㴵�������ķ�ĩ��
���˱��C�����ع�ĥ�ۙC���������������ϵĜʴ_�ԣ����ĥ�ۙC�Įa���ͳ�Ʒ�|������횇��������ĥ���ϵ�ˮ�֡������Ϻ�ˮ����r�����a����ĥ�F��ĥ�ȼ���ճ������ĥ�w���r���ϣ�ʹ��ĥЧ�ʽ��ͣ����ؕr��ʹ��}�����������ĥ�ۙCͨ�L�����������y��ͨ�^���a�������½����|��Ҳ�����^��IJ��ӡ�
�������a���`�����N���ϵ�ˮ�ݿɿ��������з����ȣ�ʯ��ʯ��1%��ճ����2�����F�ۣ�8������ϲģ�2����ʯ�ࣼ8�������ϣ�0.5����ú��4�����C��ˮ�ֿ�����1.5���ԃȡ�
(1)�¹����M�S����ʹ������̖ĥ�ۙCǰ��Ҫ�M��"��������"��������I(�S��)������܇�g�����Ͱ�M��������I��������Ҫ���ݞ�ĥ�ۙC�İ�ȫ����Ҏ��;܇�g�����c��M��������Ҫ������؞���䌍���Ӱ��ƶȺ�ĥ�ۙC���Bؓ؟�ơ�ͨ�^"��������"���F�����ߵ�"����""�ĕ�"��"���Ҫ��"�����_ʹ��ĥ�ۙC�ĸ��Ҫ���Ҏ����
(2)"����""�ĕ�"��"���Ҫ��"�ĺ�Ҫ���ݣ�
"����" ���������á�ʹ�úúͱ��B�á�
"�ĕ�" ������ʹ�á������B�����z��͕��ų�һ����ϡ�
"���Ҫ��" �������R���坍�������Ͱ�ȫ��
ĥ�ۙC�ęn����ָĥ�ۙC����ʽ�ƽ��r��ֱ����U��ֹ��ȫ�^�̣����N�Y�ϵ������c�R����
����ĥ�ۙC�n�������ƶȵ�Ŀ���ǣ��e��ĥ�ۙC�ڸ��N��r�µĻ����Y�ϣ�̽��ĥ�ۙC���g��r׃�����㲿����ĥ�pҎ�ɣ�����ĥ�ۙC�S�o���������о����ƶ�ĥ�ۙC���g������Q����Ӌ���c��ʩ��
�O��w�n�Y��һ�������
��1��ĥ�ۙC�ƽ���յļ��g�Y�Ϻ���rӛ䛣�
��2���v��ĥ�ۙC�z����z���rӛ䛣�
��3��ĥ�ۙC����̈́��µļ��g�Y�ϵȡ�
����ĥ�ۙC�n�������ƶȣ����Ԟ����_���M��ĥ�ۙC�Ĺ����;S�o���z����ṩ��Ҫ�ļ��g������
1��ĥȦ�����쾫��
����ĥ�ۙC�����r���S���Sһ�����D��ĥȦ����Ҫ�דp��֮һ������ĥȦ�����쾫��ֱ��Ӱ�ĥȦ��ʹ�É��������cҪ����ĥȦ�ď������Ӻ�ĥȦ�ğ�̎��׃�Σ��������Ӻ̓ȏ�׃���������ӄ���ĥ݁�ě_������ӣ����Ӹ����d�ɣ��Ķ��s��ĥ݁��ĥȦ��ʹ�É�����
2��ĥ݁����������ĥ݁�cĥȦ֮�g���g϶
ĥ݁����������ͨ�^�ⲿ�ď��Ɂ��{���ģ���횸������ϵ�Ӳ�ȡ�������ˮ�ݡ��M�����Ⱥ������Ʒ�ļ��ȁ��{�����m�ď��ɉ�������ĥ݁�cĥȦ֮�g���g϶��ֱ��Ӱ푮a�������ۺ�������Ҫ������һ����f���Ñ��ӹ��������������̶��ģ��@�rĥ݁�cĥȦ֮�g���g϶�������M�����ȵĴ�С�{������g϶���g϶�^����^С����Ӱ푮a���ͼ��ȣ�߀���Ӵ�ĥ�C����ӡ����⣬ĥ�ۙC����һ���r�g������ĥ݁��ĥȦ��ĥ�p������֮�g���g϶����u�Ӵ��@�r�����r�M���{����
3�����C�ͷּ��C�ĝ���
ĥ�ۙC���C�ͷּ��C�����ÙC�͝������������C�����S������ĥ݁���������ⲿ�O�Ý������䣬�����S�ж������ڝ�������Ԍ��F�ɿ��ĝ�������s���Ñ����^�������ϵ���λ�ĸߵͣ�����Ҫ�r��ע�����͡�
��ĥ�ۙC���\���^���У�ι��������ĥ����������ݔ����������������ѭ�h��̎��ƽ���B����ι����һ������r�£����ĥ�ۙC��ĥ��������t����ɴ�������������������Խ��Խ�࣬�˕r���m������Һ��վ�Ĺ������������{�������y��������������������ĥ���������m���p��ι��������֮��ĥ�����^���t�ό���u�p����K����ĥ�ۙC���ӣ��˕r���m���{��Һ��վ�Ĺ�������������ι��������һ�N��r�ǣ����ĥ�ۙC��ĥ�������m������ݔ���������㣬ͬ�ӻ����ɴ������������еļ��ۺ����^�˕r���Ӵ��L��������ݔ����������ˣ���ĥ�ۙC�IJ����^���У��\������ƽ��ԭ���A�Ȱl�Fĥ�ۙC�\���еĆ��}���Ķ���ȡ�����Ĵ�ʩ����ֹ����Ҫ��ͣ�C���{ԇʧ����
���C��������S�b�䡢���^���dԇ܇����_�ṩ�Ĵ��͙C�����ֲ����\ݔ���Ñ��յ��aƷ�����b����м����c���Ա�l�F���ų��\ݔ�^���п������Ć��}��
1�����ڱ��C�ڹ����r������^����˙C�������b��䓽�������Y���Ļ��A�ϣ����A���������¿�ȡ�鱾�C��������8-10�����ػ������Ҫ����ԓ̎�����Y����ȣ����A�D�ṩ�ijߴ�����C��늄әC���_��˨������λ���Լ����P������������������ʩ���D�����b���_��˨̎��������A���ף�������ι��{�����������ϲ۵ĸ߶Ⱥʹ�С�����²��ij��Ϸ�ʽ�ɬF���Q����
2�����ι��{��ˮ���ι̺��ٔQ�o���_��˨�����@Щ�^���б����ˮƽ�x�y���C����ˮƽ�ȣ�ˮƽ�ȵ�ƫ���ڙC��ǰ���Č��ȷ����ȿ�����2�������£��C��ˮƽ�ȵęz��Ȟ���Ҫ�����ɴ_���M�Ͽ�λ�ò�����ƫб��ʹ����C�ڹ����r�l����߅�M�ϵȬF������ؓ�ɲ������p���O�䡣
3�����b늄әC�r���z���c���C�ľ��x�⣬߀���z��늄әCƤ��݆�c���C��݆����ƽ�����������Դ_�����е�����Ƥ����Чһ�µع�����
4�����Ͽڳߴ��С��������aƷ�����Ⱥ�̎�������M���{�������{�����Ͽڕr�������_���o���ɣ����{���ú����m���{�����ɵ�Û�o�̶ȣ��Է�����ڹ����rÓ�䣬ԔҊ�{��������
��1���B�m�\�D2С�r���S�М��������^30�档
��2�����оo�̼����ι̣��o�ɄӬF��
��3���w����݆�\�Dƽ����
��4������ĥ����λ�o��������м����ĥ�F�o�����������
��5�����Ͽ��{������������Ҫ��
�����dԇ܇�ϸ�ɼ����M�Ў��dԇ܇��
��1������C�����������Ի��@���ě_����
��2�����o�����ȑ������OӋҎ����
��3���B�m�\�D8h,�S�М������ó��^30��C��
��1���z���S�еĝ���������c����{���������|�Ľ��|����r�Ƿ����ã�����c���|���|̎�Ƿ������ĝ���֬��
��2���z�����оo�̼��Ƿ�Թ̡�
��3���z���w����݆��������λ���Ƿ����_����݆�������đ�ͨ�^���S���Ŀ��c���Sƫ�Ŀ�������180�ȳɞ�һ�lֱ����
��4���z�����Ƥ���Ƿ��b���_����r���ã����l�FƤ���Ɠp�����r���Q����Ƥ�����݆�������ەr���øɃ�Ĩ�����r������
��5���z����o�b���Ƿ����ã����l�F���o�b���в���ȫ�F�����r�ų���
��6���z������ǻ���Пo���ϻ������s����Еr������Ƀ���
��7���z���{���|Ƭ�Ƿ��b���_�͉��o��
��1�����z�顢�C���C���c���Ӳ�����r�����Ɇ��ӡ�
��2�����Cֻ���ڟoؓ����r���ӡ�
��3�����Ӻ����l�F�������F��r������ֹͣ���ӣ���횲���ԭ���ų��������ٴΆ�������C��
��1������C�����\�D���_ʼͶ�ϡ�
��2�������������Ͼ���ؼ�������ǻ�ȣ����������ϻ�ѝM���ϣ��Է�ֹ��߅�^�d��ؓ��ͻ׃��������
��3��ͣ܇ǰ������ֹͣ���ϣ�������ǻ�ȵ���������ȫ���ų������P�]늄әC��
��4��������r��������ǻ���������������ͣ���r���������P�]늄әC����회�����������ن�������C��
��5���̶��ͻ��宔һ��ĥ�p���ϡ����{�^ʹ�á�
��6������Cʹ��һ���r�g�����¾o�����оo�̼���
��1���鱣�C�C���������\�D�����Lʹ�É�����������ע�͝�����
��2�������S�����ȵĝ���֬�����ݷe��50%-70%��ÿ3-6���¸��Qһ�Ρ��ړQ����֬�r���Ý��������ͻ�ú���м���ϴ�L���S�еĝL���Ȳ�λ����ϴ�r�����_�S�����µķ��Ϳס�
��3�����C���Ý���֬�������C��ʹ�õĵ^�����ȗl���Q����һ��ɲ����}�����c�����}�c������֬���ڝ���֬�^����r������ϡ���c����֬�{�ͺ�ʹ�á�
��4������c���|֮�gֻ�����b���z�ޕr������Ӻ���̎�����m���ĝ���֬���ɡ�
��5����������ϵ�Á��ѝ����ͷ���ɿ���ע�띙���c�ęC���������r�g�ԈD����ʾ�r�g��ʡ������C��4�������c���քe����ֻ�S��̎����
| �ճ��S�o | ���H��Ҫ | ÿ�� | ÿ�� | ÿ�� |
| �z����^�Ƿ�o�̡��Ƿ�ĥ�p | �� | |||
| �z��߅�o���Ƿ�o�̡��Ƿ�ĥ�p | �� | |||
| �z��ж����_�������]����Ƭ����F���s�� | �� | |||
| �z�����е���˨�Ƿ�o�� | �� | |||
| �z����� | �� | |||
| �z������Ƿ����ѿp | �� | |||
| �z����受�ɣ��_���]�Гp�IJ����{��ƽ�� | �� | |||
| �z��ՙC�\�D����������s��Ո�o����受�� | �� | |||
| �z���w݆�Ƿ����ѿp | �� | |||
| ÿ��z��C��ͣ�C�r�g��ÿ��ӛ���z���½�څ�� | �� | |||
| ���ڙz���S�Мضȣ�ӛ��������^��������څ�� | �� | |||
| �z������Ƥ�����_����]��ĥ�p | �� |
���C���ҹ�˾�b�����_�������Ñ��յ����м��z�飬�Ա�l�F���ų����\ݔ�п������Ć��}���C�����b���{ԇ��ԇ�\�D�r��ע�⣺
1���C���谲�b�ڱ���ĵط�������¶�찲�b��
2��늙C�谲�b������C�ĺ����D�����횰���Ҫ��ķ����÷���
3�����ڱ��C�����r����^���茢�C�����b�ڻ��������A�ϡ����˜p����ӡ������Լ���������������A��Ӱ푣�������C�ͻ��������A���g�|��Ӳľ�|�塢���z��������p����ϡ�
4�����A�߶ȡ���Ⱥ���e�������|�l�������ؚ������ؾ��w�_�������������µ����ӱ�횺���������^�Ļ��A��ȱ�횴��ڃ��ӡ�
5�����A�����ϲ�Ҫ��Oһ�ӽ��ٰ壬���������ăAб�Ƕȣ���ô���50�ȣ���������K�����ĮaƷ����ų���
1�����Cԇ�Cǰ��Ҫ�{�����ϿڵĴ�С������c������Ľ��|��r(�����|�Ƿ���ȫ)�����ϿڵĴ�С���{����ʽ�ЃɷN
��Ш�Kʽ�{����ʽ���{���r�������_Ш�K���o�ݗU���i�o��˨�͏��ɣ�Ȼ��ͨ�^Һ���ף��{����˨���Ƅ��{��Ш�K���M���Ƅ��{��������壬���F�{�����Ͽڴ�С��Ŀ�ģ��{ԇ�Y�����i�oҺ���ף��{����˨����Ш�K���o�ݗU�����K�i�o��˨�����ɡ�Ш�KҺ���{����ʽ��Һ��վ�Y���D��ԭ��DҊ���
�ډ|Ƭʽ�{����ʽ�����{�����Ͽڕr�������m�ȔQ�����o���������U��ĸ�����_���ɣ�Ȼ�������_���K��˨�����_���K���Q�o픽z��˨����Һ����픙C�^���b����^������C�ܺ����ĸ�ȣ���Һ����픙C�ij����y���_������ֱ�����픽z��˨����^����ǰ�Ƅ��{�������_��һ�����_�ڶȕr��ȡ���{���|Ƭ�����_���������Ͽڵ���Ҫ���������{���|Ƭ���t���_���pС���Ͽڵ���Ҫ�����_���Ñ���������Ͽڳߴ���������_픽z��˨���ɴ��_Һ����픙C���M���y������ֱ������_��^���{�����ڄ�������ص����������£��{�������{���|Ƭ�M��C�ܺ��n��������ע��픽z��˨����^�����_�̶ȑ��_���{��������n���������������|���ٔQ�o���K��˨�������K�c�{�����c�C���ι̣��m�ȔQ�o���U��ĸ�վo���ɣ�������{�����ϿڵĹ�����
2��ԇ�Cǰ��횴_�J���B����˨�єQ�o���_�J����Ӳ�λ�ѝ���������վ���Ϳ�λ�ã�Ҋ�҈D����������ʽ���ø��ͼ��Н���վ�����ͼ��Н���վ�ĽY���DҊ��䛣�������֬��ͨ��䇻�����֬��ͺ��}������֬��
3�������������Ƥ��݆���_�J�\�Ӳ�����K�������M�п�܇ԇ
1���B�m�\�D2С�r���S�М��������^30�档
2�����o�ϳߴ瑪�����OӋҎ����
3���B�m�\�D8С�r���S�М��������^35�档
4���{��Ш�K�c�C�ܺ����g�o���@�Z�ӡ�
�� �м��z���S�еĝ�����r�Ƿ����ã������B��̎�Ƿ������ĝ����͡�
�� �м��z�����оo�̼��Ƿ���ȫ�Q�o��
�� �м��z�����Ƥ���Ƿ����ã����l�F���Ɠp�F��r�������r���Q��Ƥ����Ƥ��݆�������ەr�����ò����������
�� �z����o�b���Ƿ����ã��l�F�в���ȫ�F��r�������r�ų���
�� �z������ǻ���Пo�Vʯ���s����еVʯ���s��r���t��������Ƀ����Դ_������C���d���ӡ�
�� ���z�飬�C���C����������r���������Ɇ��ӡ�
�� ���C�H���S�ڟo�d����r���ӡ�
�� ���ӕr�������⏻���̖�����A�档
�� ���Ӻ���l�F�в������F��r��������ֹͣ�\�D�����������ų���������r����������������C��
�� ����C�����\�D�����_ʼι�ϡ�
�� ����������r�r���S�еĜ����������^30�棬��ߜضȲ��ó��^70�棬���^�����ضȕr��������ͣ�C������ԭ����������
�� ͣ�Cǰ������ֹͣι�ϣ�������ǻ��������ȫ�ų������P�]늄әC��
�� ����r����������ǻ���������������ͣ�C���������P�]늄әC���������ų������ن��ӡ�
�� �һ��ĥ�p�ɵ��^ʹ�á�
�� ����Cʹ��һ�Εr�g�������й̶���λ�����i�o��
�� ����·���ע�⽛����������������c����g���A���s�
�� ����ע�Ⲣ���r����Ħ����ĝ����������_���C�������\�D�����L�O���ʹ�É�����
�� ���C�����õĝ���֬��ͨ��䇻�����֬��ͺ��}������֬��
�� �����S�����ȵĝ���֬������g�ݷe��50%���ң�ÿ�ł����a���עһ�Σ�ÿ3-6���¸��Qһ�Ρ��Q�͕r���Ý��������ͻ�ú����ϴ�L���S�еĝL����
�� ����c�����֮�g��ע���m���ĝ���֬��
�� ���C�������ݼy���������ݼy�������ж�r���F���ײ�ж�ĬF��r���������ݼy��Ϳ�з����z����ж�r���û���ӟ�һ�£��ٲ�ж��
�� ƫ���S���ֲ�ж�r�Ʌ��������ĺ��D�M�в�ж��Ҋ�D��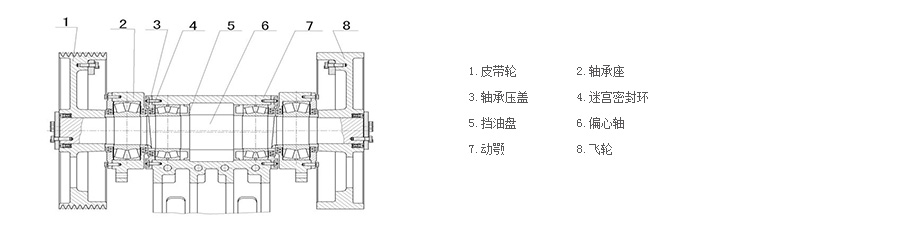
1�����C�����ˆT��횽���ȫ���g���������ɲ�����
2���������\�D�^���Џ����泯�C���ȸQ�y��
3���������\�D�r���C������{����������z������
4���������O���\�D�r����ֱ�����M�Ͽڻ�����ǻ�Ȱ�Ӻ�Ų�ӵVʯ��
5��늚��O�䑪�ӵأ�늾����ɿ��^�������b��ܛ�܃ȡ�
���C�b�������������Ñ��յ����C�����O���M�Йz������c���������\ݔ�^���п��ܮa���ıײ���
1�����bʩ���ˆT����Ϥ���aƷ�ĽY�������ܺͼ��gҪ���˽��Ҫ�IJ���Ҏ������������ӆ���m�İ��b��ˇҎ�̡�
2�����b�F������������������ĵ��b�O�䡣
3���O�䰲�bǰ���O����A���A���������g�͵��_��˨�A��������λ�Ñ��J��z�飬���������O�係�D�����P���A�OӋ�Y�ϵ�Ҏ�����O��Ŀv���M���A���ˣ��v�M�S�����քe���O������ľ����D�ӵ��S�ľ���
4. ���b
1����C��횰��b��䓽���������A�ϣ����A�߶ȡ���Ⱥ���e��С�������������|�l�����Ϊ��M��Ӌ�㣬���C�ɰ��b��䓼��ϡ�
2 ����Ҫ��ƽֱ���C�w�c���A���ཻ�治��©�ң����_��˨�����;o�̡�
3���A�²��������Ŀ��g���Ա㰲�b�\���O����O��z�ޡ�
4�O���c���A֮�g������������ϡ�
5���C늙Cλ�ÿ����Ҳ��ã���Ҏ�aƷ�����C���҂ȣ�����׃������ӆ؛�r��֪��؛����
5�����b�����Q���{�����N�r����ע����N�ķQ�ء����Qλ�ð��N��������Ƶ���С��B���_���D���\�Dƽ�⡣
6���ڵ�һ������֮ǰ�ͺ��^�L�r�g�\�к�횙z�鷴�����²�߅���c���N�ϲ����g϶���_��ǰ�������c���N���g϶�Ǻ����c���N���g϶���ȵĶ�����
���S�r�g϶�{���飺
ǰ�������r���c���N�g϶��60mm �����r���c���N�g϶��30mm
7. ���ⷴ��ʽ����C�ܵ����Ӳ��ēp�����ڙC�������b�M�϶���ͬ�ӣ���������ϵ�Ƥ��ݔ�͙C������谲�b������C���Ͽڵ��²���
1.ԇ�\�Мʂ乤��
��1�� �z�鲢�_�J����C�w�ț]��������Ʒ�����ϡ�
��2�� �z�����оo������Ƿ��i�ι̡�
��3�� �z����z���T�Ƿ��ܷ⡣���T���P�]ǰ��������������Ĩһ���^��ĝ�����֬��ʹ���P�]�����^�õĚ����ԡ�
2. �z���S�Ѓ��Ƿ����m������֬��
3. �z���������N�S̎�Ƿ��ж¡����F��Ϳ���m������֬��
4. �z�鷴���r���c�D���g���g϶�Ƿ��_��Ҫ��
5. ��ؓ���\�D��
��1�� ������늙Cԇ܇ǰ���������˹��P�ӣ��_�J�o����푺��ٿ�ؓ��ԇ܇��
��2�� ��ؓ��ԇ܇�����ѭ���c�Ӻ��B�m��ԭ�t���_�J�o����푺��ٿ�ؓ��ԇ܇��
��3�� ���\�D�rҪ��C���\�Dƽ�����o�������Ӽ�������\�Dԇ܇�B�m�r�g������2С�r���S�Мضȷ����������ز����^30�档
6. ؓ��ԇ�\�D���C����ؓ��ԇ܇��r���������M��ؓ��ԇ�\�D��ؓ��ԇ�\�D���B�m�r�g������4С�r��
��1�� �o�ϣ����C��횲��������b�þ����B�m�o�ϣ���ʹ�ֲ����D�ӹ������ֵ�ȫ�L�ϣ��@�Ӽȱ��C���a�������ֿɱ�����Ϻ͐�܇�F�����L�C��ʹ�É�����
�����b���������ϵ�y���c����C���������ϵ�y�B�i��������C��ؓ�ɕr��ݔ��Ƥ����������Ԅ��Д��Դ��ֹͣ�o�ϡ�
��2�� ����Cͣ�C��ÿ��ͣ�Cǰ����ֹͣ�M�Ϲ�����������ǻ�ȵ�������ȫ��������Д��Դͣ�C��
��3�� ؓ��ԇ�\�D��ɺ�����������˨�����_��˨�ľo����r�����N�Ķ�λ��r���r��̶���r�M�Йz�飬���M�б�Ҫ���{����
1�����C����ÿ���_�Cǰ��������z��������D�����ľo����˨�Пo�ɄӬF��һ���l�F�����������ų����C����˨��ÿ�ܙz��һ�Ρ�
2���C��������o�ϣ��������ٮ����M��C�ȡ������ˆT �������Ó���������@ʾ��ؓ�ɵȬF��r��������ͣ�C�����C����ȫͣ�C���ų������z������P�D������Пo�p�ġ��_�J�����ſ����^�m�_�C�o�ϡ�
3�����Cֻ���ڿ��d��B���ӣ�������ȫ�����鲢�ų��C��r�������Sͣ�C��
�鱣�C���C���������������m�C����ʹ�É������Ñ�����ԓ�C�M�н����ľS�o�ͱ��B��
1. �C��Ͷ���\�к�ÿ�ι����ꮅ�r��회��C���M��ȫ��ęz�顣��s�\�Ѓ��ܺ�ֻ��ÿ���C���M��һ��ȫ��ęz�顣�O���늙C������ÿ����һ��ȫ��ęz�顣�z��ă��ݑ������̶���λ�ľo����r��Ƥ�����ӡ��S���ܷ⡢����_�P����r��
2. ���ÿ�܌��C������Ҫ�������N�������r�塢�r���ĥ�p��r�M�Йz�飬���Y�ϙz�����ڽ������ڵľS�o���Q�ƶȡ�
3. �D�Ӻͷ����r����g϶�{��
�D�����\�D�r���D���ڷ����r��֮�g���g϶�Dz��ܱ��{���������ϳɉK�Ĝ����ڷ�����͙C��֮�g�����h�������{���g϶֮ǰ��̧���ܡ��@�ӳɉK���M�ϕ�׃�ɣ������������{�������̧���ܲ�����㣬���ڷ��ɵ����U���p�ģ���һ�Kľ�屣�o�����D�Ӻͷ����r���g���g϶�əC�����{���b�Á���ɡ��������_�ݗU�ף�Ȼ�����D���L��ĸ���˕r�����U���ؼ��^�����\�ӣ��{���ú��ٌ��ݗU�הQ�o���g϶��С��r��ͨ�^���_�C�����ҵĂ��T�M���^�죬�Ñ���eע�⣬�����@Щ���������ͣ�C���M�У�����l�����⡣
���Q�דp���r�����ȴ��_���ϼܡ����C���ü�݆���w�b�á�ʹ�Õr���Ȍ����ϼ��c�����w���Y��˨ж�£�Ȼ����˃�߅ͬ�r������݆���w�b���ϵ��ֱ��������ϼ�������_���ڴ�ͬ�r�������ÙC���Ϸ��ĵ����b�õ�ס���ϼܡ��D�Ӽ�݆�ϵēQ���ֱ����؏������^�̣��Ⱥ��Ϻ��ϼܡ�
���Nĥ�p��һ���̶ȕr�����r�{������Q�Ա���o�̼��c���������ēp����
�ü�݆���w�b�Ì����ϼܴ��_�������D���D�ӣ������{������Q�İ��N�D���z���T̎��Ȼ��̶��D�ӡ���ȥ���N��λ��������Ȍ���λ���D���m��λ�ã��ٌ����o�K���S������Ȼ���N���S��ęz���T̎�Ƴ�����ęC�����g��������ж�r�������N�ڰ��N���p�p�ô�
���b���N�r����������E���ɡ����ע������������ͬ�İ��N���b������λ�ã��Ա�����r��ƽ�⡣
���_���ϼܣ�����̶������r���õ��_���N���_����ĸ����˨�����Ɍ�ĥ�p��ķ����r����Q��������b�µķ����r�壬��������E���ɡ�
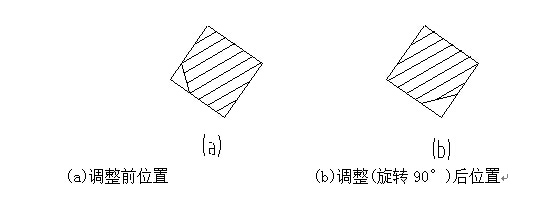
�{���r�������_���ϼܣ������r�����S��ĥ�p�^�صĵ����ĥ�p�^�p�ĵ��Q����һ���r��H�H��һ߅��ĥ�p�M�������D��90���180���^�mʹ�á��l�F�����Ϸe���ڷ��������濨ס�����ܕr�������É|Ȧ����˨�|�ڷ����܂�����r������ԜpС���g϶���Ա���ˬF��ij��F��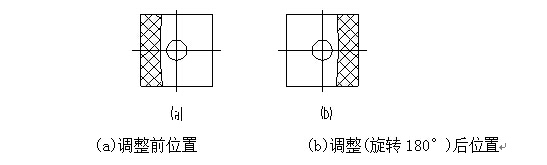
���M�Ͽڵײ���һ��䓣�������̎һ��ĥ�p�r�����D90�㣬������δ��������ϵ����ϡ��{���r����ж�C�܃ɂȵķ��w��Ȼ������䓣����D�����b�롣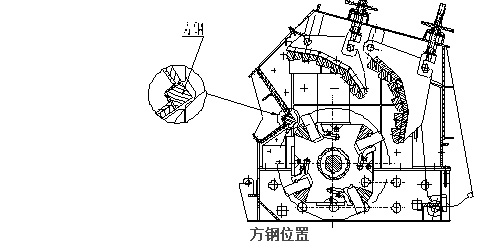
��횇������؝����f�����Դ_������C������Ч�ʵĹ�������Ҋ�D��
��1�� �����z���S�����ܷ��Ƿ����á�
��2��ÿ�����˂�С�r�S�Ѓȑ���ע����֬һ�Σ����S�ɶ˵��S�в��ö����f֬��3̖䇻�֬��������
��3��ÿ�����±�횸��Q����֬���ͣ�һ�μ����Q��ë�֡��Q��ǰ���Ý��������ͻ�ú���м��ě_ϴ�S�У������S�Ѓȵĝ���֬���S�п�ǻ�ݷe��50��70%��
��4����������r�£��S�М����������^35�棬�ضȳ��^70�����F������������ͣ܇������ԭ���ų����Ϻ��������ӡ�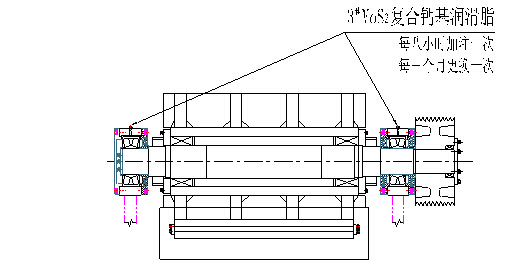
ע����ͬ��̖�C������λ�����в�ͬ�������S�����ϣ���Ո�Ñ����յ��ęC���Ϙ�ʾ�ĝ���λ�Þ�ʡ�
����ԭ��
���Q���b����N�r�����Nδ�Q�أ�δ��ƽ��
��������
���°��b���N���D���M��ƽ��У��
����ԭ��
�����r�����Nĥ�p�^�࣬�����g϶�^��
��������
ͨ�^�{��ǰ�����g϶����Q�r��Ͱ��N
����ԭ��
1����������������M��C���Ȳ���
2���r��o�̼��ɳڣ����Nײ�����r���ϣ�
3�����N������������ѡ�
��������
1��ͣ܇����������ǻ��
2���z���r��ľo����r�����N�c�r��֮�g�g϶��
3�����Q���Ѽ���
����ԭ��
1������֬�^����㣻
2������֬�K�ۣ�
3���S�Гp�ġ�
��������
1���z�静��֬�Ƿ��m����
2����ϴ�S�к���Q����֬��
3�����Q�S��
1���C���\�D�r�������ˆT����վ���ڑT�������þ��ķ����ȣ�����_�P�İ��bҲҪ���_�@��λ�á�
2���C���\�D�r���������_�z���T�^��C������r�������M���κ��{�����������z�ȹ���������l��Σ�U��
3��������C����Ͷ�벻����������ϣ�����p�ęC����
4���C���ڙz�ޕr�����ȑ��Д��Դ��
5���ڙC���\�D�У������C����ؓ�ɹ�����
6������O�䑪�ӵأ�늾����ɿ��^�������b����Ƥ�܃ȡ�
7�����]���wϵ�y�r�����������w�\�ӵăɂ��������˴��ڣ��_���Y���r�������֧���²��|�É|�K�������C�ι̿ɿ��^����ȫ���M������������
���C���ҏS�b�����_���������Ñ��յ����C�����O���M�Йz������c���������\ݔ�^���п��ܮa���ıײ���
1�����bʩ���ˆT����Ϥ���aƷ�ĽY�������ܺͼ��gҪ���˽��Ҫ�IJ���Ҏ������������ӆ���m�İ��b��ˇҎ�̡�
2�����b�F������������������ĵ��b�O�䡣
3���O�䰲�bǰ���O����A���A���������g�͵��_��˨�A��������λ�Ñ��J��z�飬���������O�係�D�����P���A�OӋ�Y�ϵ�Ҏ�����O��Ŀv���M���A����(�v�M�S��)�քe���O������ľ����D�ӵ��S�ľ������A�����g�͵��_��˨�A��������λ��ƫ��ô��ڡ�lOmm��
4���C�w���b
��1������C��횰��b��䓽���������A�ϣ����A�߶ȡ���Ⱥ���e��С�����������|�l�����Ϊ��M��Ӌ�㣬�C���İ��b�ߴ�Ʌ��ջ��A�D�����CҲ�ɰ��b��䓼��ϡ�
��2������Ҫ��ƽֱ���C�w�c���A���ཻ�治��©�ң����_��˨�����;o�̡�
��3�����A�²��������Ŀ��g���Ա㰲�bݔ���O����O��z�ޡ�
��4���O���c���A֮�g������������ϡ�
��5�����C늙Cλ�ÿ����Ҳ��ã���Ҏ�aƷ�����C���҂ȣ�����׃������ӆ؛�r��֪��؛����
5�����b�����Q���{�����N�r����ע����N�ķQ�ء����Qλ�ð��N��������Ƶ���С��B��
6���ڵ�һ������֮ǰ���^�L�r�g�\�к�횙z�鷴�����²�߅���c���N�ϲ����g϶���_������һ���������c���N���g϶��
���S�r�g϶�{���飺
�W����ǻ�����ƣ���һ�������c���N�g϶��120mm�� �ڶ��������c���N�g϶��60mm�� �����������c���N�g϶��40mm��
�W���ǻ�����ƣ���һ�������c���N�g϶��240-300mm�� �ڶ��������c���N�g϶��80mm��
���_���g϶�DZ��C�O�䰲ȫ��Ч���\�С�
7������ⷴ��ʽ����C�ܵ����Ӳ��ēp�����ڙC�������b�M�϶���ͬ�ӣ���������ϵ�Ƥ��ݔ�͙C������谲�b������C���Ͽڵ��²���
��1���z�鲢�_�J����C�w�ț]��������������ϡ�
��2���z�����оo������Ƿ��i�ι̡�
��3���z����z���T�Ƿ��ܷ⡣
��4���z���S�Ѓȼ����m������֬��
��5���z�������N�S̎�Ƿ��п�ס�F��Ϳ���m��������֬��
��6���z�鷴���r���c�D���g���g϶�Ƿ��_��Ҫ��
��1��������늄әCԇ܇ǰ���������˹��P�ӣ��_�J�o����푺��ٿ�ؓ�Ɇ��ӡ�
��2����ؓ��ԇ܇�����ѭ���c�Ӻ��B�m��ԭ�t���_�J�o����푺��ٿ�ؓ��ԇ܇��
��3���ՙC�\�D�rҪ��C���\�Dƽ�����o������Ӽ�������\�Dԇ܇�B�m�r�g������2С�r���S�Мضȷ���������������С��35�档
�C����ؓ��ԇ܇��r���������M��ؓ��ԇ�\�D��ؓ��ԇ�\�D���B�m�r�g������4С�r��
��1���o�ϣ����C��횲��������b�þ����B�m�o�ϣ��������Ϸֲ����D�ӹ������ֵ�ȫ�L�ϣ��@�Ӽ����C���a�������ֿɱ�����Ϻ͐�܇�F�����L�C��ʹ�É����������b��늚����ϵ�y���c����C��늚����ϵ�y�B�i��������C��ؓ�ɕr��ݔ��Ƥ����������Ԅ��Д��Դ��ֹͣ�o�ϡ�
��2������Cͣ�C��ÿ��ͣ�Cǰ����ֹͣ���Ϲ�����������ǻ�ȵ�������ȫ�����ų������Д��Դͣ�C��
��3��ؓ��ԇ�\�D��ɺ�����������˨�����_��˨�ľo����r�����N�Ķ�λ��r���r��̶���r�M�Йz�飬���M�б�Ҫ���{����
�鱣�C���C���������������m�C����ʹ�É������Ñ�����ԓ�C�M�н����ľS�o�ͱ��B��
1���C��Ͷ���\�к�ÿ�ι����ꮅ�r��회��C���M��ȫ��ęz�顣��s�\�D���ܺ�ֻ��ÿ���C���M��һ��ȫ��ęz�顣�O���늙C��������ÿ����һ��ȫ��ęz�顣�z��ă��ݑ������̶���λ�ľo����r��Ƥ�����ӡ��S���ܷ⡢����_�P����r��
2�����ÿ�܌��C������Ҫ�������N�������r�塢�r���ĥ�p��r�M�Йz�飬���Y�ϙz�����ڽ������ڵľS���Q�ƶȡ�
3���D�Ӻͷ����r����g϶�{�����D�����\�D�r���D���c�����r��֮�g���g϶������Ч�ر��{���������ϳɉK�����ڷ������c�C��֮�g�����h�������{���g϶֮�g��̧���ܣ��@�ӳɉK���M�ϕ�׃�ɣ������������{�������̧���ܲ�����㣬���ڷ��ɵ����U���p�ģ���һ�Kľ�屣�o�����D�Ӻ͵�һ�����������g���g϶�əCе���{���b�Á����(���D)���������_���o��ĸ��1����픽z����Ӱ壬Ȼ�������_�i�o��ĸ4���D���{����3���˕r�����U�������·����\�ӣ��{���ú��ٌ��i�o��ĸ4�Q�o�����_픽z�����Ӱ�2������ס�{����ĸ3���Q�o���o��ĸ1���g϶��С��r��ͨ�^���_�C���ςȉ��T�M���^�죬�Ñ�����eע�⣬�����@Щ���������ͣ�C���M�У�����l�����⡣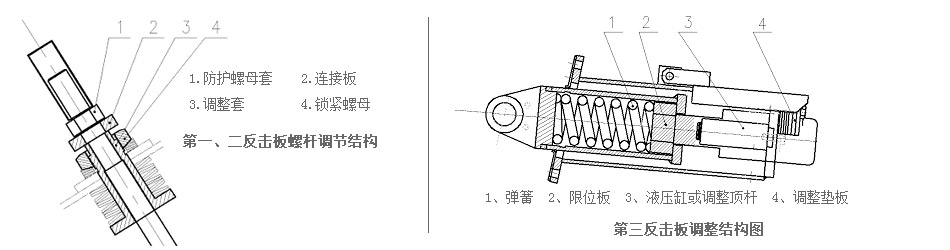
���Q�דp���r�����ȴ��_���ϼܡ����C���ýz�U��Һ�����w�b�á�ʹ�Õr���Ȍ��C��֮�g������˨ж�£�Ȼ����˃�߅ͬ�r�������w�b���ϵ��ֱ��������ϙC��������_�����_���Dʾλ��(���D)���Y�������Q�דp�����ٴ����÷��w�b�ã��؏������^�̣������Ϻ��ϼܡ�
���Nĥ�p��һ���ij̶ȕr�����r�{������Q���Ա���o�̼��c���������ēp�������N���{�����D����ʾ��
�ýz�U��Һ�����w�b�Ì����ϼܴ��_�������D���D�ӣ������{������Q�İ��N�D���z���T̎��Ȼ���ð�ȫ�b�ù̶��D�ӡ���ȥ���N��λ��������Ȍ���λ����ȥ�������_��˨�M������ȥ����̖2��3����������N�^�ɶ˵Ŀ����N�^���{�^�����ψD��d��λ�ã��ٌ��N�^���Ή��o��
�eע������������ͬ�İ��N���b������λ�ã��Ա�����r��ƽ�⡣���ص���ӌ����Ӱ��S�еĉ������O��o������ʹ�á�
1�����_���ϙC�ܣ�����̶������r���õ���ĸ����˨�����Ɍ�ĥ�p��ķ����r����Q��������b�µķ����r�壬��������E���ɡ�
2���{���r�������_���ϼܣ������r�����S��ĥ�p�^�صĵ����ĥ�p�^�p�ĵ��Q����һ���r��H�H��һ߅��ĥ�p�M�������D��90���180���^�mʹ�ðl�F�����Ϸe���ڷ��������濨ס�����ܕr�������É|Ȧ����˨�|�ڷ����܂�����r������Լ��pС���g϶������ˬF��ij��F��
���O��늙C݆����Ƥ��݆���D���w�Ĺ̶������ßo�IÛ���ӡ�
Û���ڲ�ж�r��ע���ڈA�����Ԍ��ǽ�������֎ײ��Q���i�o��ᔣ�����
Ҫȫ���Q����ȡ����ᔺ͉|Ȧ�������ݼy�^�����˨�����ж�ݿ��У��p������
����^����ʹÛ���Ʉ�������
Û�����b��֮ǰ�������P�����������ϴ�Ƀ���������Ϳ�͡��i�o��ᔱ�
�Ϳ��������֬��ע��������֬���ú��ж����f���ӄ����˺�Û���b�M
�S��݆֮�g���p�p�Q�o�i�o��ᔣ����ò�݆�b�乤�ߣ�����݆픾o�����_λ�ã�
��������ذ����ڈA�����Ԍ��ǽ����������ķ�����(�քe��1��3MA��l��2MA��MA)�Q�o��ᔣ�ֱ��ÿ����ᔶ��_��Ҏ���ĔQ�o����MA����ʹ�����ذ���֮ǰ���ձؙz����{������ĔQ�o����MA����ɺ���Û����¶���漰����^��Ϳ�Ϸ��P��֬��
��̎Û������ĔQ�o���ر�:
| 늙C݆Û�� MA(N.m) |
���S݆Û�� MA(N.m) |
�D���w�� MA(N.m) |
|
| PFC1210 | 83 | 230 | 355 |
| PFC1214 | 145 | 230 | 355 |
| PFC1315 | 145 | 355 | 485 |
| PFC1318 | 145 | 355 | 485 |
��횇������؝����f�����Դ_������C������Ч�ʵĹ�����
��1������ע��ͼ��r����Ħ����ĝ���������
��2�����Cʹ�õĝ����͑�����ʹ�õصĚ��l����Q����
��3��ÿ������С�r�S�Ѓȑ���ע����֬һ�Σ����S�ɶ˵��S�в��ö����f֬(3̖䇻�֬)������
��4��ÿ�����¸��Q������һ�Ρ��Q��ǰ���Ý��������ͻ�ú���м��؛_ϴ�S�У������S�Ѓȵĝ���֬���S�п�ǻ�ݷe��50��70����
��5����������r�£��S�������ض���35�����ң��ضȳ��^70�����F������������ͣ܇������ԭ���ų����Ϻ��������ӡ�
����ԭ��:
���Q���b����N�r���D��δ�ܺõ�ƽ�⡣
�����k��:
���°��b���N���D���M��ƽ��У����
����ԭ��:
�����r�����Nĥ�p�^�࣬�����g϶�^��
�����k��:
ͨ�^�{��ǰ�����g϶����Q�r��Ͱ��N��
����ԭ��:
l����������������M��C���Ȳ���
2���r��o�̼��ɳڣ����Nײ�����r���ϣ�
3���N������������ѡ�
�����k��:
1��ͣ܇����������ǻ��
2���z���r��ľo����r�����N�c�r��֮�g϶��
3�����Q���Ѽ���
����ԭ��:
1������֬�^����㣻
2������֬�K�ۣ�
3���S�Гp�ġ�
�����k��:
l���z�静��֬�Ƿ��m����
2����ϴ�S�к���Q����֬��
3�����Q�S��
1�����C����ÿ���_�Cǰ��������z��������D�����ľo����˨�Пo�ɄӬF��һ���l�F�������ų����C����˨��ÿ�ܙz��һ�Ρ�
2���C��������o�ϣ��������ٮ����M��C�ȡ�
�����ˆT �������Ó���������@ʾ��ؓ�ɵȬF��r��������ͣ�C�����C����ȫͣ�C���ų����ﲢ�z������P�D���㲿���Пo�p�ġ��_�J�����ſ����^�m�_�C�o�ϡ�
3�����Cֻ���ڿ��d��B���ӣ�������ȫ�����鲢�ų��C��r�������Sͣ�C��ʹ�Æ�λ���������f�����ă��ݣ��Y�ϳ�ҎҪ�����о��Ʊ��C�IJ���Ҏ�̺;S��Ҏ�̡�
1���C���\�D�r�������ˆT����վ���ڑT�������þ��ķ����ȣ�����_�P�İ��bҲҪ���_�@��λ�á�
2���C���\�D�r���������_�z���T�^��C������r�������M���κ��{��������z�ȹ���������l��Σ�U��
3�������^�F��Ո������Cǰ�ӽ���̽�y���ͳ��F����
4���C���ڙz�ޕr�����ȑ��Д��Դ��
5������C�\��������ʲ��ܳ��^�~��������ʵ�85%-90%��
6������O�䑪�ӵأ�늾����ɿ��^�������b����Ƥ�܃ȡ�
7�����]�ϙC���w�r���������ϙC���w�\�ӵăɂ��������˴��ڣ��_���Y���r�����������²��|�É|�K�������C�ι̿ɿ��^����ȫ���M������������
��1��Һ���A�F����C���b�A�F֮ǰ�����ڽ�̎�O��һ���ι̡��^��һ�c��ľ�������鰲�b����A�F�á�
��2�������Ϳ���S�������ϵı��o�͌ӣ������L���������Ϳ��c�͜ϡ�
��3����Һ���A�F����C�F�S����Ϳһ���S���ͣ�������Ϳһ��ϡ�͡�
��4��Һ���A�F����C�A�F���b�r��Ҫ�p�p�����ƫ���S�У�������ʹ�����c�����S��֮�����߽��|������p������Ȧ��
����C�ŵV�ڙz�y���x�V�yԇ���g�ă���֮һ���z�yĿ�����ڼ��r�{������C�ŵV�ڴ�С����Ч���Ƴ�Ʒ���ȡ��z�y����C�ŵV�ڵķ�����ֱ�ӷ����g�ӷ��ɷN��
ֱ�әz�y����ʹ�����������ձ�ęz�y���������nj��U���U�K���U����Ͷ����d������C�У���������C�ų��ı����D���U���U�K���U�����ijߴ磬���b���ŵV�ڵĴ�С��
�g�әz�y������һ��Һ���z�y����늸�Һ���z�y���ɷN��һ��Һ���z�y�������ŵV��Һ���b�õ���λָʾ�����O��һ���˳ߣ���λ���H�Ϸ�ӳ������C�Ʉ��F��λ�ã�ֱ���@ʾ���ŵV�ڵĴ�С��늸�Һ���z�y����ه늄�Һ�������b���е���ӿ���ϵ�y�����O�����S�µ�늸�ʽ�g϶���������O�����S��ϵ��Ԅ�ͬ�����������ԄӜy�����@ʾ���Sλ�ú��ŵV�ڵĴ�С���g϶�z�y�����B�m�z�y�ŵV�ڵ�˲�r��С�����ڼ��r�{���ŵV�ں͌��F�ٿv�Ԅӻ������@�N����ֻ�������b���ŵV��Һ���{��ϵ�y��늄�Һ������ϵ�y������C����Ҫ��������������C������������CHPTϵ��Һ���A�F�ơ�HSTϵ��Һ���A�F�ơ�
(1)�Vʯ��횽o�ڷ���P�����g�������S���Vʯֱ�ӽo������ǻ�ȡ��@�ӿ��Է�ֹ����C�^�d��ʹ�r��ĥ�p���������_�Ľo�V�l���ǣ��Vʯ������P����ķ�ɢ������ǻ�ȣ��o��ĵVʯ���ܸ߳�܈�ʱڵ�ˮƽ��
(2)Һ���A�F�Ƶ����o�V�ߴ��85���o�V�ڳߴ磬��t�����A�F�Ʈa���Ľ��ͺ�����ēp�ġ�
(3)Һ���A�F�Ʋ���ؓ�����ӣ�ؓ�����ӕ�����¹ʡ�
(4)ͣ܇�r�������ֹͣ�o�V�������M������ǻ�ĵVʯ�����ų���ʹ�A�F��ͣ܇��
(5)Һ���A�F�ƹ����r�������z���i�oϵ�y�ĉ�����Һ��վ�Ĺ�����r���l�F���}���r̎����
1��CS�A�F�Ʊ�횰��b�ڷ��̵�䓽���������A�ϣ����A����ȸ������|�l���Q����
2������������ĵVʯ�ѷe�����A�²���������Ŀ��g�����b�\ݔ�O�䡣
3�����˻��A���ܓp�ģ��ڻ��A�ϲ���횸��w�o�塣
1�����bCS�A�F�ƙC�ܕr�������և���Ĵ�ֱ�Ժ�ˮƽ�ԣ����ڵ����ĭh�μӹ�������ˮƽ�x�����N�z����������ľ���
2�����{��Ш�K�{���õ�����ˮƽ�����_��ᔔQ�o���M�еڶ��ι��{��
3�������ι��{��Ӳ������CS�A�F�Ƶ�������ȡ���{��Ш�K������ˮ������϶���ٰ��C�ܵİ��b��
1�����b�����S�r�����ڵ����c�����S�ܵ������m�g�|���{���|Ƭ��
2�������S�b����ØӰ�z���c�����X݆���P�ijߴ硣
3�������X݆�S���Ƅ�������0.4-0.6mm��
4����ж�����S�r�������Â����S�ܷ��m�ϡ�
��ƫ���S���bǰ���Ȍ��|Ƭ�b�ڵ��w���õ��^�����w�ڙC���¶ˣ�Ȼ�����õ��^���A��͈A���������b�ڵ��w�ϣ���ʹ�A�����͵��w�İ�̎���á�
CSϵ�ЈA�F�������ϡ�Н�����
1��������·�փ�·�M��C����һ�l�əC���²��Ϳ��M��C�����ַ���·�քe���_��ƫ���S������棬���S���g�Ϳ��_�����S�н��^��������С�X݆��Ȼ����С���X݆�²��Ļ��Ϳ��ͣ���һ�l�ɂ����S���ϵĿ��M�ͣ����������S�У������Ҳ�ǽ��^С���X݆�²��Ļ��Ϳ����m�w�ϵĻ��Ϳ��͡������ɆΪ���·�������䡣
2������ʹ�C�������������ڶ����S���ț]��ȡů�O��ėl���£������Л]�����ӟ�����������͜أ����ļ��͜����ߕr����ʹ��ͨ�^�Q�����M�Н�����
3���M��Q������ˮ��һ���2-3kgf/cm2���M��Q������ˮ�t���С�ڵ���28�㣬ˮ������坍�ġ�
4���͉�����_��0.8-1.5kgf/cm2���Լ��������_�������c����܆�����늙C���͉�����0.8kgf/cm2�r���������ϵ�y�����l����̖��������ֹͣ�o�ϣ��˕r���Ҫ����ԭ���M��̎����
5�������L�ڹ����������͜ضȿ������ߣ������ø���60�㣬��t��ԓѸ��ֹͣ�C��������������ԭ��������ϡ�
6�������C����ֹͣ����С�r��횲�ȡ�m��������ֹ���估�܃ȵ��̓��Y������Ƕ��ڿ��D����Ҫ�r��������ȵ����ӟ�����
7�������������^�V�����坍���繤���r�l�F�o�����٣��������;W�����������rͣ܇������
8������ęz�顢��ϴ������ÿ�겻����һ�Ρ�
9����ϴ����ϵ�y�Č��ܕr���������ܳ�������K�۵ĵط��M�Йz�飬����ӵď���̎���������z����r�_����ϴ�����͵Č��ܻ�����ϴ�ֲ���
10�����Q���ͺ���һ��ҹ���啃ҹ�����^�V���b���M����ϴ���Լ��ڙC��ÿ�Ιz�ޕr�M��������
11���ͱõęz��һ�겻����һ�Σ��������Ȱ���z��һ�Ρ�
12���ڝ���ϵ�y�������r��ʢ�����ȵ���λ���_�����IJ�λ��������ϵ�y�����r��ʢ��������λ�����õ������ޡ�
��λ�����ˆT��횇�����������C�Ć��Ӻ�ͣ܇�����Ҏ���Ę˜ʲ���Ҏ�̡��_܇ǰ����J��z������ǻ���Ƿ��еVʯ����z���늚��B�i�b�ú���̖�Ƿ����_���ã��z���������͜غ���λ����r�����͜ص���20 �治���_܇���˕r��늟������ͼӟ���20 �� ���_܇����λҪ��Ҏ����������֮�g���_���ͱã����͉���0.05��0.15MPa����sˮ������0.025��0.08MPa����sˮ����Ҫ�Ե����͉����ͱ��\�D3��5min ���܆�������C���o�ϡ�
�����z��ϡ��ѭ�h���Н���վ���ͱá��^�V������s�����y�T��·���\����r���Լ�ϡ�͝���ϵ�y���͉����͜ء��ͱô��ڹ��ϕr�����r�M�Йz����Q�ͱã��^�V�������r��Ҫ���r�M����ϴ���ܱ������r��ͣ�C�ҳ������c��������֮����s��©ˮ�r�����r�z������©ˮ��λ����Q��s�����M�ܵ��y�T�]�д��_�����mλ�Õr��Ҫ���r�{�������m��ֹ������C�ȵ���·�������r��ͣ�C�ҳ������c��������֮���������S�����������S���ϵĻ��Ͳ۶����r����ͣ�C�z�飬��ϴ���Ͳۺͻ��ܡ�
PY���ɈA�F�ƴ�С�A�F�X݆ĥ�p�죬���r���l�����X:
���M��A�F�X݆�cƫ���S���b���Pϵ��ʹ�b���PY2200���ɈA�F�ƴ�A�F�X݆���S���x�_ƫ���S���S����߅ƫ2��2.3mm��PY1750���ɈA�F�ƴ�A�F�X݆���S���x�_ƫ���S���S����߅ƫ1.5��1.8 mm��
1����횰��b�ڷ��̵�䓽���������A�ϣ����A����ȸ������صĵ��|�l���Q�����ڻ��A�ϲ����w�o�壬������A�p�ġ�����������ĵVʯ�ѷe�����A�²�������Ŀ��g�����b�\ݔ�O�䡣
2�����bǰ���c����Ĕ������z��������bж���\����ɵēp��������Ϳ�ڼӹ������ϵı��oͿ���Լ��ڰ��\�����ϵĉm�����K��ȡ�
3�����b�rҪ�ڹ̶����|������Ϳ�Ը��ͣ��ڻ�ӱ���Ϳ��ϡ�͡�
4�����b�C�ܕr�����և���Ĵ�ֱ�Ժ�ˮƽ�ԣ����ڵ����ĭh�μӹ�������ˮƽ�x�����N�z����������ľ������{��Ш�F�{���õ�����ˮƽ�����_��ᔔQ�o���M�еڶ��ι����������ι�����Ӳ���ĵ�����ȡ���{��Ш�F������ˮ������϶��Ȼ���b�C�ܡ�
5�����b�����S�r���ڵ����c�����S�ܵ����g�|���{���|Ƭ�������S�b����ØӰ�z���c�����X݆���P�ijߴ硣�����X݆�S�Ƅ�������0.4��0.6mm��
���b�����S�Еr��ע�ⲻʹ䓽z�K���ē��ͭh������Ӳľ����֧����䓽z�K֮�g�����b��r��֧�����摪�M�й��У����C����A�F�c���λ���������A���|�ȭh���_��0.35��0.5mm�ĭh���g϶�������S��Ҫ���܇���ע�İͻ��Ͻ���iᔹ̶��������S�м��ϵģ���ֹ�����S���؈A�ܷ����D�ӡ������S�м��c���w���I���N���̶��ã���������аl�F�����S�м��c���w���g϶��������M��̎����
1��ֻ���ڝ���ϵ�y�\�С��ҝ����ͻ���������ſ������ӈA�Fʽ����C��
2����Փ������߀�Ƕ��죬�����\�ЈA�Fʽ����Cʹ���������أ����͜ضȱ����39 �桫54 �棻��sϵ�y��ʹ�͜�ʼ�K�����ڰ�ȫ���������ȡ���ˣ����ʹ�ú��m��͵ĝ����ͣ��Ա��C����C�������\�У�
3���ڞV��������Ͷ���\��ǰ���������M��Һ�w�B©ԇ���_���P�]�y�T����ͨ�^�V�����ĝ����������r����С�ķ�ֹ����ϵ�y�ܾ����FҺ�����鱣�C�V������߹���Ч�ʣ����V�����M���ډ����_��138 kPa�r����횸��Q�Vо��
4������ͣ܇�r���űM��s���е�ˮ��
5��������_�T�����ʽ�ض�̽�y���͉���׃�����ȵĈ��b���Դ��
6���ڲ�❙�����b��֮ǰ�����йȥ�Ã�ȫ��������
(1)���X݆�ͱÞ��x�ıá��A�F��ԭ�����b�õ��X݆�ͱ����ݷeʽҺ����,�������Ȳ��ܷ��ݷe��׃���M�й����ġ�����ܷ���ĥ�p��ʧЧ,������ݔ�������Ĝp��,���𝙻��������x�ı���������Һ���x���\�Ӯa���ĉ�����������,���ăȲ�����ĥ�p,��ʹĥ�p��Ҳ��ݔ������Ӱ푲�������,���x�ı�ȡ���X݆�ÿ���ʹ�ܷ��b�õ�ݔ����Һ��������
(2)�ĆΙC��ɢ�������p�C�ֽM�������A�F��ԭ�����b��ÿ�_���C����1�_,���چΙC��ɢ�������F�Ğ�1�_�����b�ù�2�_���Cͬ�rʹ��,�����p�C�ֽM�������@�Ӹ�,��ʹ�����b�Üp��ԭ����һ��,�ɿ����������,ƽ�r�ľS�o����������Ƚ��͡�
(3)�������^�V������s������^�V�ͻ�����s���@�Ӹ��M,ʹ�ÈA�F�Ɲ����b�õĉ����pʧ�p��,�������p�d�·����ع���,���L�õ�ʹ�É�����ͬ�rҲʹ�Ý����b�õĽY�����λ�,����Ҳ����ɿ���
(1)�����������IJ�ͬ���x��ͬ�����͡����ן���ļ����x��ճ���^�ߵ�4 6 #�Cе�ͣ��ں���Ķ������x��ճ���^�͵�3 2 #�Cе�ͣ�
(2)���͉���һ�������0.08��0.2 MPa�����͉�������^С�������͕������������_���������ĝ�����λ�����������á�����͉��^�͕���ƫ�����������ʹ�ô��X݆픲��c���������ײ����|�������ĥ�p�����صĿɎ���ֱ�r�ף�����ֱ�r�����ѣ�
(3)���˱��CҺ�����ɈA�F�����\�D�^���еõ���ֵĝ���������ϵ�y�c�A�F�Ʋ���늚��i���C���_��ǰ������_�ͱã���t늄әC���Ӳ��ˣ����ͱ�ֹͣ���͉����͵�0.05 MPa�r�����l����̖��ֹͣ늙C�\�У��Ա��C�C�������Ɖģ�
(4)�����\�D�ЙC��ĥ�p�a���Ě����������҉m���M�룬��ʹ����������׃�K�����|׃�ģ���ˣ�����ϡ��վ���r��ϴ��3��4���Q��һ�Σ�����߀�����Ђ������䣬���Q�µ��K���M�г��壬�Ԃ��´ΓQ��֮�ã�
(5)��������������еĻҷֺ�ˮ���^�࣬����͝���Ч����Ӱ푙C���ĉ����͙C���Ĺ������ܡ����˷�ֹ�҉m�M�룬Һ�����ɈA�F���O��ˮ����m�b�ã�ͨ�^���Γ��mȦ�����ɶ˲��ڭh��ˮ���У��������҉m����ˮ�в��Sˮ�ų�������ˮ�ϵ����߀�b��һ�ӷ��m��ƤȦ�����c���Γ��mȦ���|���x�ۉm�����á����˷�ֹ���mˮ��������������߅���띙��ϵ�y�����ˇ�����ƽoˮ��֮�⣬߀����������߅�Ӻ�һȦ���Aб�ĸ�ˮ�壬�@�ӏĭh��ˮ���������ˮ�ͱ���ˮ������C�w���棬�S�Vʯ�ų���
�A�F����C�ڸ��Q���r����ڣ��ŵV�ڿ��_���O��ֵ13 mm���ң����r��ĥ�p��һ���̶Ⱥ��ŵV�ڔU��18 mm���ң��o���������{�������r��ĥ�p�����ڕr���ŵV���_��20 mm���ң�������������Ч������ˣ���ȡ�ˌ�ƫ�ľ���ԭ50 mm�{����40 mm�Ĵ�ʩ����ȡԓ��ʩ���mȻ����C��ͨ�^�������p�٣�����ʹ�ŵV�ڻ���������13 mm���ң������������ŵV�еĺϸ��������p�ٻػ\�V��
�A�F����C�ϡ����֚�֮�gͨ�^�_�A�o����Ϻ�����20����˨�ӣ����\���^���г��F��˨�ɄӼ����ѬF��ˣ���ȡ�����´�ʩ:
�� ���C���OӋ�鏗�ԙC���������_�O��Ȳ���������
�ڲ������ذ��֣����Cÿһ����˨����_��3640 N��m�ľo�����أ�
��ͨ�^���ϡ����֚�֮�g���_�A�ļӉ|���ޏͣ����C��������g϶��0. 25 mm�����ԃȡ�
�A�F����C���mϵ�y�������L�C���������h��Ӱ푣��Vо�������أ��ҟo��ֱ���^���L���������ܼ��r���Q�Vо������L��С�����mЧ����������Q�l���Ȇ��}�������ڸ��Q�Vо����ɲ���Ҫ�����M����ˣ��M�ڷ��m�L�������O���������y���Ա㼰�r���Q�Vо����Ч�����L����
���A�F�Ƴ��Fҭ�F���ϕr�����]����Һ����ǻϵ�y����߹����ų��İ�ȫϵ����
�����_��Һ��늴��y��ʹҺ�������ͣ�Һ�������͉������±�����ͨ�^�����U�²�����ñ�������֧���ס�
�S��֧���IJ���̧�𣬈A�F������ǻ�ȿ��g��������������ǻ�ȵ��F�K����������������u���䣬������ǻ���ų���
���M������ǻ���F�K�^��ͨ�^Һ�������ų��r����Ҫʹ�ø���F�V�M���и
���������^�̣������ˆT���Ɍ����w���κβ�λ�M������ǻ���������ܕ�ͻȻ�Ƅӵ��㲿���Ȳ����Ա��C�����İ�ȫ�ԡ�
���ֹ���͈A�F��ʯ�C�l���������ɲ�ȡ���´�ʩ�O��:
(1)�ӏ�Ѳ�z���ȣ�����ȫ����Ҏ���M�в����������͈A�F��ʯ�C�\���Ќ��͜ء�������o�V��r�M�в��g���^�죬�͜ز��ó��^50�棬������ó��^80 A���Vʯ����ڷ���P�����g�o�룬��l�F������횼��r������
(2)������������{�������ȿ�����5��13 mm���^����ֹ������c܉�ʱڰl����ײ��
(3)��ȡ��Ҫ��ʩ��ֹ�F���Ȳ�����������w�M������ǻ����ʹ���S�d�ɼ����������l�¹ʡ���ˣ����\ݔƤ���ϰ��b���F�b�ã�����ÿ�Ιz���깤�������M���������Է��F���M��ǻ�w��
(4)���r�^���r���ĥ�p��r����ֹ�r�����^ĥ��Ó��������������ǻ��ʹ�C���ܓp��
�A��Һ�����ɈA�F�ưl���¹ʵĴ�ʩ:
(1) �S���ˆT�z��Һ�����ɈA�F�ƕr���������ز���Ҏ�̣����⌢�S�����s���z����Һ�����ɈA�F�ƃȡ�
(2) ͨ�^����ͼ��g���¸��죬�ڱM���M�㹤ˇ�l���Լ���ֿ��]�ԃr�ȵ�ǰ���£��x���܉���^���ױ�����̽�y�x�ų��IJ����ƳɵĶ��X��
(3) ����Һ�����ɈA�F���M���z���IJ�����Ҫ�ӏ�؟���ģ����ӌ����ϵ�Ѳҕ���ȣ��l�F����Ҫ���r������
(4) Һ�����ɈA�F�Ʋ��������O��Ѳ�鼰�r��λ���l�F��������Ȯ�����rҪ���r̎�����R��ֹ�¹ʔU��
(5) �������ó����ȃx����Һ�����ɈA�F�����S�����������M��̽�������˽�Ŀǰ�O��Č��H��r��
(6) �ӏ��������β���������Ӗ��Ŭ����߲��������H����ˮƽ������Һ�����ɈA�F�ƵľS�o���B�����O��Ĵ������������r��λ���_���O��̎�����õļ��g��B��
(7) �������S���|�w�������܉�Ӱ�����ϵ�y���a�����c�O�䲿���������������IJ�ُ������������F������r���������ϵ�yͣ�a����ɲ�����صēpʧ��
�_��ؓ�Ɍ����^�A�F����C��Ӱ�:
1���pС�_��ؓ�Ɍ����^�A�F����C��Ӱ푡���Ҫ��ʩ�飺
�� ���M�M�ϿڽY�����_�����V���i�o���ͷ�����ĥ���;۰����ͷ⣻
�� ���r�z��ӹ̸����r�弰�㲿�����ӏ��z�飬��ֹ���������M����^�A�F����C��
�� �ڸ��Q���r��r���m���Ӵ��ŵV���g϶�����r��ĥ��2��3����������ƫ�Ļ�E�A��
2���m���pС���aؓ�Ɍ����^�A�F����C��Ӱ푡�ͨ�^�����O���ŵV���g϶�������Vʯ���|���r�{���M�V�����k�����pС���aؓ�ɣ�ʹ���^�A�F����C������S����210��230 A ֮�g��
�A�F����C�]���������͉�����0.05 MPa��
�A�F����C����ϡ��ѭ�h���Н���վ���ɝ�����վ���o�ĵ͉������ͣ��͉�����ϵ�y��Ҫ����ʽ�͉��X݆�ýM������M�����V�����M������s������ȫ�y���y�T��·�ȽM�ɡ��A�F����C����ϵ�y���F����ָʾ���ț]���������ͱ��\�D�����͉�����0.05MPa����r����Ҫ������ԭ��
(1)�A�F����C�_܇ǰ�����������͜ص���20��r�Ҳ��ӟ��ͣ��t�_�ӝ����ͱÕr�����F����ϵ�y������ָʾ���ț]���������ͱ��\�D�����͉�����0.05MPa����r���@�N��r�ڶ����Ȟ�ͻ����
(2) ���_�ӈA�F����C�ĝ����ͱÕr���������ϵ�y���M�ܵ��y�T�]�м��r���_�����mλ�ã���ôҲ�����F����ָʾ���ț]���������ͱ��\�D�����͉�����0.05 MPa����r��
(3) �������ͱ��������ڹ��ϕr���������F�ڝ���ϵ�y������ָʾ���ț]���������ͱ��\�D�����͉�����0.05 MPa����r��
Һ���A�F����C������ˮ����������λ���ߡ�
(1) ��s���е�ˮ�������͉� Һ���A�F����C�\�D��ϡ�͝���ϵ�y�����������͉���0.05��0.15MPa��ϡ�͝���ϵ�y����sˮ����һ���0.025��0.08 MPa����ϡ�͝���ϵ�y���F���ϕr����ʹ�����͉�ƫ�ͣ��������͉�������sˮ�������t�����sˮ����s�����M�뱻��s�ĝ�������Ķ�����������ˮ����������λ���ߣ�
(2) ��s��©ˮ ����s�����F©ˮ��r�r�������F��sˮ����s�����M�뱻��s�ĝ���������Һ���A�F����C��������λ���ߣ�
(3) ˮ��oˮ��̫�� ��ˮ��oˮ��̫����ɷ��mˮ���܉r����ˮ���ų��C�⣬�Ķ�����������ˮ��Һ���A�F����C��������λ���ߣ�
(4) ��ˮ�ܶ��� ����ˮ�ܱ������r����ɷ��mˮ���ܼ��r�ų��C�⣬����������ˮ��Һ���A�F����C��������λ���ߡ�
�A�F����C900��K�Ż��A������¹ʡ�
(1)���A�F����C900���w���x���A���ճ�̎�����_��˨����۵Ŀ��g��
(2)�����_��˨���^��Ҏ���Ӻã��֏���ʹ�ù��ܡ�����ۿ��ò�䓺�䓰��a�ã����C�����r������õ����ϲ����_ˢ�|���A��ͬ�r���o���_��˨����¶��
(3)�ڽӵ��_��˨��ͬ�r���_�ڴ�K�Ż��A�܇��ؿӣ�����1.5m�����ڵ�������ʡ�
(4)��ԭ��K�ł����ë��ϴ����ᔺ�ģ�壬�ٌ��ŝ��¡�
(5)���A�F����C900���bƽ����ƽ��
(6)�ŝ�������b�A�F����C900�����b�r�|�F����Ҏ�����ã��|�ߞ�30-50mm��
(7)�^�m�������b��λ��ĈA�F����C900����̎����K�Ż��Aͣ܇���g�z������C��
(8)�ŝ��M72С�r�M�п�܇�{ԇ�A�F����C900��Ȼ��ؓ��ԇ܇��
�A�F��Һ��ϵ�y�ı��B���E:
�A�F��Һ��ϵ�y�ı��B���E���P�I��Ҫ����Һ����Һ���͵��坍��Һ����Ҫ���÷��]ʽ���b�ã�һ��Ҫ���ՈA�Fʽ����CҺ��ϵ�y��Ҫ���x����m��Һ���ͣ�����������r��Ҫ�Äe��Һ��������r��Ҫ�x����ӽ�Һ��ϵ�yҪ���Һ���ͣ����Ҳ����c������ͬ��̖��Һ���ͻ�����ӡ�����Һ��ϵ�y������Һ���͕r������Ý����ĞV���������^�V���ټ���Һ���׃ȣ����ӵ�����Ҫ��Mϵ�y��·�͙C��Ԫ�������������͘�Ҏ���ķ���֮�ȣ�Һ��ϵ�y�Ĺ�·��Ԫ��Ҫ������Һ����֮ǰ�ص���ϴ�Ƀ������\�е��^���У����ڙz��Һ���͵��|������ֹˮ�ֵĞR����߷ۉm���w�S�s����M�룬�r�̱���Һ���͵��坍���@�Ӳ���ʹҺ��ϵ�y̎�����õĹ�����B��
�A�F����Cˮ����m�b�õĸ��M
���ڈA�F����C�������F�����^�ߵĔ[�ӴΔ����^��Ĕ[���г�, ���ϮaƷ�w����, �ۉm��ȸ�, �Ķ�ʹ�ۉm�������M��A�F����C�ĝ���ϵ�y, ��ɝ�������Ⱦ, �ͱø��Q�l��, �S��ֱ�~�ס��F����ĥ�pֱ�������ġ�
�A�F����C���m�b��ԭ�OӋ��ˮ����m, �������S�����ϵĭh�νoˮ�ۺͺ�����w�¶˵�����Ȧ������Ȧ����h��ˮ����, ˮ��ˮ���Mˮ������ˮ��, �����M�oˮ�ۺ��������ⲿ�h����ˮ��, �Ķ�ʹ���ۉm�Ļ�ˮ����ˮ�������C�⡣�����ܷ�ˮλ����, ����Ȧ�����ܲ����^���ˮ��, �������F�Ĕ[����, һ��������ȦÓ�xˮ��, ��ʹһ����С�w���ķۉmͨ�^�����S���M�띙��ϵ�y, ��֮���a��ʹ��ˮ�|��, ��·������������, �����o���mˮ, �Ķ�ʹ���|׃�ġ�
���Q�@�����}, �������M��C�w��ˮ���ϼӷ��o��,�����·���ġ�ͬ�r��ˮ��Ļ��A�������˺�Ȟ�8��10mm�Ĺ��I��ë��, �γɃɵ����m�b��, �ɴ���ˮ����m�b����, �ִ����ۉm������ˮ��, һ���ּ����ۉm�w���M���̎, ��ë�֓�ס, �Ķ���ֹ�ۉm�M�띙��ϵ�y�С�
���͈A�F����C����ں�܈�ʱڵĸ��Q��
1������ڵĸ��Q
�A�F����C����������ÈA�F�^�̶��ڈA�F�|�w�ϵģ�����֮�g���T���\�Ͻ��°��b���¸��Q�ĈA�F����ڹ���6��8С�r���z����o����r���l�F�Ʉӑ������o�̡�
2��܈�ʱڵĸ��Q
�A�F����C��܈�ʱ���U����ᔹ̶����{���h�ϣ�����֮�gע���\�Ͻ�ʹ֮�o�ܽY�ϡ��°��b����Q��܈�ʱڣ��ڹ���6��8С�r���z����o����r�����ٴΔQ�oU����ᔡ�
���Q�A�F����C�Ą��F�r��ע�����
(1)����ƫ���ף����A�F����C��ֱ���r���F���r��ĥ�p�IJ����M����ĥ���Ա��CĦ������Ĺ❍�ȣ�
(2)��ǰ��ֱ���r������̶��ǿ���ע�\�Ͻ�̶������@�N�̶����������ο����A�F����C�����\���^���н����l���S���D�Ӳ���������ĬF���ؕr�Ɍ����r������������r�����ѡ�ᘌ��@�N��r���ğ�ע�\�Ͻ�̶���o����ᔹ̶������r���c�C�ܵĽY��̎����4�ݼy�ף�Ȼ��Q��4ֻ���^��ᔣ��@�ӿɱ����r���D�Ӳ����ЬF��
(3)���b�����S�мܕr��ע���c�C�����Ҫ�o�ܣ����ó��F�u�[�F��
(4)���F���D�ٶȇ��������8��14 r/min �����F�D���^�ͻ��^�߶���Ӱ푈A�F����C�����a�ʣ���������D���^�ߣ��f��ij���\�Ӹ���Ħ���������^���@���͜،��a���^��Ӱ푣�
(5)���Q�µ�������֧�������M�й��У����C����A�F�����c����������A�Ľ��|�L����84��140 mm֮�g��ÿ2��5 mm 2��e�ϲ�������1�����|�c�����ȈA�ܱ���0.5��1 mm��Ш���g϶���Ա��C����A�F�����c�����߃ȈA������|��
1����ɰ�C���b֮ǰ�������b������M�����c���z��������Ƿ��Rȫ�����\ݔ�^�����Пo�p����
2����ɰ�Cһ��Ҫ���b�ڈԹ̵Ļ��������A�ϣ��ػ����ܳ������C������4�����ȣ��õ��_��˨�̶���
3�����b�r������ɰ�Cˮƽ���ã�ʹ�����S�cˮƽ�汣�ִ�ֱ��
4�����b��z�����λ��˨�Пo�ɄӼ����C�}�T�Ƿ�o�̣����Б��o�̡�
5�����O��Ą��������Դ���Ϳ����_�P��
6������ɰ�C�Ϸ�������������g����ɰ�C�Ϸ����O������O�䣬����O���������������]��ɰ�C������������
7������ɰ�Cһ��Ҫ�����m�����g���Ԃ䷽��z�ޡ�
8����ɰ�C�F�����b��λ���ԑ��M��ȫ��z�顣�z�静�����Ƿ��B���ο���ԇ�\�Dǰ�����¼�һ���͡��z��������B�ӣ����ι̿ɿ����м��z���~݆���Ƿ��Ю�����Б����r�ų����z��늄әC�Ӿ��Ƿ����_��늉��Ƿ�������
9���z���ꮅ���M�п�ؓ��ԇ܇��ԇ܇���������M�����a��
1.��ɰ�C�ĝ�����վ�����b�ڭh���ضȺ��m���҉m�٣����С�������{�����z�顢�S�o���B����ĵط������ұM���ܿ������C���s��ϵ�y����L�ȣ�������͉�������
2.��ɰ�Cʹ��ǰ�����վ������ȼ���35#�S�������͘�Ҏ��Һ�档
3.��ɰ�C�����õ����D�����dž���ģ�ʹ�Õr��횰�늙C��������Ҏ��������Ӿ�ʹ�á�
4.�����͵������˜��O��������8Lmin��������6��12Lmin�����������{�����O���^���С�����У��c�����͵���̖���ضȡ��|������·���L�����P��
5.��ɰ�C�ĝ����Þ��҃Ȱ��b�ͣ��������h�����ӵĈ���ʹ�Õr����횲�ȡ���o��ʩ��
6.��ɰ�C������վ�c��늹���B�Ӿ���ã������o��ñ��
7.�Դ���ӵ�����λ�ã��㾀��횿ɿ����c늾W�B�ӣ���늹��⚤������ɿ��ӵء�
��ɰ�C��Ŀǰ�Ј��ϱ��V��ʹ�õ�һ�N��ɰ�O�䣬����һЩ���ց��f�����b��ɰ�C�S�Б�ԓ�f��һ�T�،W֮������ɰ�C���S�ϰ��b���㲿���^�࣬�鱣�C�b���|���ͱ��ⰲ�b�ķ�������ע�������c��
1��ע���㲿�����b��ǰ�����
2�����b���P���˰塢�����Ⱥ����
3��Ҫ�S�rע��y���b��ߴ磬ÿ�b��һ�ɂ�������y��һ�£����ߴ��Ƿ�ʴ_����l���e�`�������r̎������t��ɱ��^��ķ�����
�ɸ�����ɰ�C�ľ��w��r���x��ǡ�����S�а��b���������ӯ����������N�����b�䣬����ú��η���ļӟᷨ�����w�����nj��S�з������У��������ӟᣬȡ����Ѹ���b�ϣ���Ҫͣ����
��ɰ�O��IJ���Ҏ��
1���_܇ǰ�z��u��ǻ�^���T�Ƿ��P�o���Է�ֹ����ʯ�Ĝu��ǻ�^���T�_�����l��Σ�U��
2���z���~݆���D�������Ͽڷ����~݆����rᘷ����D�ӣ���t���{��늄әC�Ӿ���
3����ɰ�C�cݔ���O��Ć������飺���ϡ���ɰ�C���o�� ��
��ɰ�C��횿��d���ӣ����\�D�����ɽo�ϡ�ͣ�C����c�_�C����෴��
4�������w������Ҏ��Ҫ��ֹ����Ҏ������ʯ�M����ɰ�C����t���������~݆�IJ�ƽ�⼰�~݆�^��ĥ�p��������ɶ����~݆ͨ�����������Ϲܣ�ʹ��ɰ�C���������������l�F�^��K���ϑ����r�ų���
5 �������O��ͣ�ӕr�������rֹͣ�o�ϣ���t������ɉ����~݆������늄әC��
6 ���o�������B�m����
7 ����ɰ�C�\�D�^���У������Є�����Ӻͮ���������t����ͣ܇�z�顣
8 ���C���ĝ�������������͝�����ʽ����������܇�Ý�֬�ؼ������������S�п�ǻ��1/2-2/3����ɰ�Cÿ����һ���r�������m������֬��
VSIϵ�����S����C�ĝ���ϵ�y���p�ͱû��a���ͣ��o�������o�͉����͜��^�ߕr���Ԅ�ͣ�C����sϵ�y���ӟ��b���Ԅӹ������_���S�Н���ʼ�K̎����Ѡ�B���Ķ��ص�Q�S�аl��Ȇ��}��ʹ���S�S�б��ֺ�أ����L�S�o���ں�ʹ�É�����
����ϵ�y�Ĺ���ԭ���ǣ�����ϵ�y�ض��Ԅәz�y���͜ص���15��r�ԄӼӟᣬ�ͱ�ͬ�r���ӣ���������·ѭ�h���ӟᵽ15��r���ؿx�oPLCֹͣ�ӟ���̖��PLC�ӕr3���ֹͣ�ӟᣬֹͣ�ӟ���ӕr1����ͱ�ֹͣѭ�h���˕r���܆����ͱã������ͽ���·���M���C���ͱù���1��犺��������_���O��ֵ�r����ɫָʾ���������g�^���KA���ϣ������C���܆��ӹ���������͜ط����½�����15��r���ӟ�ϵ�y����������Ӱ����C�\�С����C���������ڙCеĦ�����͵Ĝضȕ���u������������40��rϵ�y���Ԅӆ��ӽ��ء���������ˮ���Q����ѭ�h���͜ؽ������͜ص���40��r���ؿx�oPLCֹͣ������̖��PLC�ӕr5�����ֹͣˮ�á����C�����r�͜ظ���70�棬�����B�m���m10��犣�PLC�o���Cͣ�C��̖����ɫָʾ�磬���g�^���KA���_���������o���C��ͣ�C�r��ͣ���C�������C�~݆ͣ��������P�]����ϵ�y��
ע�⣺15�桢40�桢70����O��ֵ���S�r���O���á��ؿر��@ʾ�������r�����Ե���15����̖���oPLC�����ӟ��B���ӟ��B�r���o�Ԅ��˳��������o�o���������C�Ķ��ο��ƻ�·һ��Ҫ�c��ؾ������������ã�ֻ�Н���ϵ�y�������������C���ܹ��������o���C�S�У�������ɴ�ēpʧ��
��ɰ�C�����S���S�нM֧�����S�����ϡ����˽�Q�ܷ��c�������}�����Ȍ��S�����OӋ�ڙC���⣬�Ԝp�ٹ����r�ۉm�͜ضȌ��S�е�Ӱ푡��ڝ�����ʽ�ϣ�����ϡ����ѭ�h��s���ܝ�������һ���X݆�Ì������е����ͱ����S�����϶ˣ����ܝ����S�У����������������������·քe���^�ϡ����S�нM����ͨ�^�S�����D�����͒����ͳ��У����❙������S�����S�����⣬�ͳ��е�������һ���ͱó�������䣬�����ڴ��^���Ќ����M�Џ�����s���S���������¶��w�������Ԍm�ܷⷽʽ�ܷ⣬�Y�����οɿ������S�L�ڸ����\�Еr�o����Q�ܷ��������ϵ�y�c��늙C�i�����C�S�в��ڟo������B�¹�����
��ɰ�C�a����������
��ɰ�C�ڹ����r���������S���^��ĥ�p���X݆���ϲ��������ܓp���ء����_�B����˨����X݆�B����˨�Ʉӵ���r�a���������ӣ���Ҫ�M���X݆�g϶�{�������Qĥ�p�S�л��X݆��������¾o�̵��_�Ʉ���˨�����C�O�乤���ķ�����
��ɰ�C��늄әC�Դ������
��ɰ�C���S�Н����Բ�`���Խ��ͣ��o�����Ʉӡ����ϝ���^�ߡ��X݆���PʽͲ�w�r��ĥ�p���ػ����O��늄әC�·���϶��п��������ɰ�C��늄әC�Դ�������������r���D���S�����ӝ����̈́����{�����Qĥ�p���X݆���r���b�ã��z��늄әC�·���ų��O����ϡ�
��ɰ�C�a�����ҵ�ײ��
��ɰ�C�����r���X݆�g���뮐����X݆�ɄӴ��X�r����ʹ�O��a�����ҵ�ײ�������D���S�л���A�ϵ�朽���˨�ɄӕrҲ�����F�@�N�F�˕r��Ҫͣ�C�z�飬������ȡ�������Qĥ�p���X݆���Q�o�B����˨��
���S���^�ᣬ�a�������������
���S�����O�乤������Ҫ�������ڰ��b�rҪ���C�S�а��b���_���S���в����M���s�|���oɰ�����^�ɶ���^�٣��������S���M�ж��ڵĝ������坍���������S�����L�r�g�����r�����^��ؓ�ɮa���^��F����늡�
��ɰ�C�������S�Мضȕ��^��
����ɰ�C�ăx���@ʾ�S�Мضȳ��^�˜ʕr��ͣ�C�z�飬�a���ض��^�ߵ�ԭ�������ׂ����棺
��늄әC�L�r�g̎�ڳ�ؓ�ɠ�B��
�����S�Гp�ġ������ߑ�ע����Ϥ�S���\�D�r��푣����푰l��׃�����e��푵͐��r�������S���ѽ��ӻ���
���S�Н���֬ȱ��
�ܝ���֬�ŷŲ۶����������S����ȵĉ���������ɝ���֬ʧЧ��
��ɰ�C���P
��ɰ�C�L�ڱ�¶�����⣬�����DZ��^���ӵĹ����h���к��������P�����P����ɰ�C��Ӱ푳�Ʒ�|�������aЧ�ʣ���˺����ij��P�����ز����١�
1�����W���P�����������c���������ﻯ�W������ԭ�����P�����Q����ϴ���P����
2���L�ӻ�늄ӳ��P������늻s�՚��������b���m���ij��P�b�ã��M�������\�ӻ����D�\�ӣ����m�����N���ϵij��PҪ�������ĥ��C��䓽zˢ���L��������P�����L�����P�N���X�����D���P���ȣ����ڰ�Cе���O�䣬�����p�ɣ��C���Դ�
3���߉�ˮĥ�ϳ��P�������ø߉�ˮ�����ě_�����ã�����ĥ�ϵ�ĥ�����ã���ˮ�������Ɖ��P�g��Ϳ�ӌ�䓰�ĸ����������c�ǟo�ۉm��Ⱦ�����p��䓰壬�����߳��PЧ�ʣ����P�|���á������P���䓰����P���Ϳ�b���T�Ď�����PͿ�ϣ���һ������Ϳ�ϵ�Ϳ�b���^��Ӱ푡�
��ȻҲ����ͿĨ���������ᡢ�V�����͡������´ɡ����ܵȷ�ֹ��ɰ�C���P��ԭ��������F�������僡���僵ȷ������һ�Ӳ������P�Ľ��٣����\���a���t��懵ȣ��γ�һ�����ܵ������ﱡĤ���Ķ���ֹ�F��Ʒ��ˮ���՚�����|���|�����P��
��ɰ�C�p��
��ɰ�C�p�����Ҫ��ʩ�У��M�Є�ƽ�⣬���þ��Ի�Ǿ��ԏ���֧�У����ÔD����Ĥ�������Լ����ӿ��Ʒ����ȡ�
�����ÔD����Ĥ�����������ӿ��Ʒ�����ʹ��ɰ�C�ĽY���^�ڏ��s���҃r��߰���Ҳ�����ھS�o�������Ï���֧�У�������ɰ�C�����D�ӵ��ԄӶ������ã����ԜpС�S���ϵĄ��d�ɣ������������Ȼ������һ��Ľ��ُ��ɣ����������ɣ����H���㰲�b����������������С�������v��Ч�����C����ͣ�A�ΘO�������������S�C����푑�����������������c�C���a�������ӡ����û\�lʽ��䓭hʽ����֧�У���Ҳ����������֧�е�ȱ�c֮�⣬߀�Є���̫���y�ӹ���ȱ�c�����z����֧���m�ѳɹ��ؑ����ڶ�N�D��ϵ�y���粣�w���z�C���r���x�ęC�șC���ϣ����������ȱ�c�����ϻ����Ҳ��ߜأ��{���M�r�M�����S�ޕr�g�L���y�Ա��C��ɰ�C�L�ڽ��������\�С�
��ɰ�C���ֵ�^��
��ɰ�C����_�P�O��ֵ������ֵ�����o�O�������O����Ҫ�����á�����ɰ�C����_һ���ȕr��ͨ�^����_�P�����Д�늄әC�Դ���o���á���ɰ�C����^��a����ԭ�������ׂ����棺
1���D���В����^�p�Ļ��D���в������ĥ�p��
2���D�Ӄȷe�ϲ�����
3���p��|�p�ģ�
4���D�ӻ�Ƥ��݆�F���Ʉӣ�
5�����S�Гp�ģ�
6����˨�Ʉӡ�
1����ɰ�C�����ڕ�ͣ�\�У������L��ʹ�É����������P�C�z��C���Ȳ���ĥ�p��r���������������Ϲܡ��Fñ���~݆���������r�塢�A���o�塢��ĥ�K���דp����ĥ�p�̶ȣ����r���Q������ĥ�p�^���صIJ���������Ҫ���C�דp���ļ��r���Q��ͬ�rע����Q��������������̖���ߴ��һ��Ҫ��ԭ�������������Q��
2��������֪����ɰ�O����S�Г�ؓ�C����ȫ��ؓ�ɣ����ڵĝ���ֱ��Ӱ푵��O���ʹ�É������\�D���ʣ����Ҫ���ڝ�������ע��ĝ����ͱ���坍���ܷ������ã���횇������f�����ĝ�����ʹ�ؘʡ���ɰ�C�\�НM400С�r�r���m�����ӝ��������\�НM2000С�r�r�����S���M�б�Ҫ����ϴ�������\�НM7200С�r��횸��Q�µ��S�У��Ա��C�O��������\�С������ˆTҲ���r���Pע�O������ֵĹ����Ƿ������������F�S���͜����ߣ��о�ě_������r�r��������ͣ܇�z��ԭ�����������
3����ɰ�C���ڸ����\�D���O�䣬������O�乤���У������ˆT���eע��������ȫ���h�x�O�䣬�^���ܴ��_�^�죬����Σ�U�¹ʵİl���������ϙC����������ڔ�늺��M�в�����
4���l�����ع��ϕr�����hՈ���I�S���ˆT�M��������δ�����a�S���S�ɣ�����˽�Բ�ж���IJ�����
�~݆����ɰ�C��Ҫ���㲿��֮һ��ͬ�rҲ���������һ����λ�����o���~݆������䷀���ԣ����H����Ч�������ɰ�C�Ĺ���Ч�ʣ�߀�����L��ɰ�C��ʹ�É�����
�~݆�b�����D������Ͽڿ���ԓ����rᘷ����D�ӣ���t��Ҫ�{��늙C�Ӿ�λ�ã��M�ϕr�������B�m���Һ���ʯ�ߴ瑪�������O��Ҏ�����w���^��ĺ���ʯ�������~݆�IJ�ƽ�⣬ĥ�p�~݆��
ͣ�C�rҪ��ֹͣ�o�ϣ���t����ɉ����~݆�F�����~݆�p�ģ�
���ڙz���~݆�b�õ�ĥ�p��rҲ�dz���Ҫ�����r���Qĥ�p�~݆�����C���a�������\�С�
�L�ڹ�������ɰ�C�D���S������ĥ�p���D���S�в����r���^�F�����Ҹ��Q�������^���y���������ͣ�a�pʧ����β�ȡ��Ч��ʩ����ߵ��Ĵ���ɳ�C�D���S�е�ʹ�É�����������S�Һ��Ñ�ʮ���P�ĵĆ��}��
���L��ɰ�C�D���S�Љ�������Ч���������Ўחl��
1�����_�x���D���S�е���̖�������p����������L���S�о��г��d���������{�����ܺõȃ��c�����Զ��x���@�N��̖���S�������D���S�С�
2������D���w��ƽ�⾫�ȣ���ɰ�C���D���|�����D�ٸߣ��D���w���T��ƫ��Ͱ��b���N��������|��ƫ�ʹ�D�����D�r�a����ƽ����x�������@���x����ʹ�C���a��������ӣ������S�к������C���Ɖģ��������C���D�ӱ���M��ƽ��ԇ
3���x�����������Pϵ����ɰ�C�D���S�й����r���ܵ���Ҫ�Ǜ_���d�ɣ��L���w�������d�ɵĴ�С�Dz�һ�ӵģ�̎�ڛ_���d�ɺ������þ��µ��ǂ��L���w���������Ȧ�L��Ҳ���ڴ�̎�c�L���w����|�r��������h��Ȧ�c�S��������ϲ���F8��E8��
4�������S�е�������r���������S���ϵě_���d��ȡ�Q���������D���ϵě_�����S������֧����ȡ������S������֧����ȕ��p�p�������S���ϵě_���d�ɡ���ˣ��҂����S������֧�μ�֮�g���M�m����ȵ����z��������S������֧����ȡ����ڼ��M���z�壬������֧����ȣ��Ķ�������һ��������������������S�е�������r���_�����Lʹ�É�����Ŀ�ġ�
1����ɰ�C�S���������\�Мض���40��~60�棬������S�ض���70�棬�\�а�С�r������ضȳ��^70�棬�f���S�������һ���Ć��}�������rͣ�C�z�ޡ�
2����ɰ�Cؓ���\�Еr���o�����Ȳ����S���^�O�������S��������ȡ�
3����ɰ�C���ڽo�ϕr��ͨ�����д�s30~60s�ķ�ƽ���^�̣��@�N��r�²���ֹͣ�o�ϣ��M���ܼӴ�o������ֱ����ӽ��������o���w���^��r�����a�������m�m����ӎ���N��ص�������B���@�������D�ӵ�ijһ�����^����ʯ�ӣ��γɷe�Ϻ��ֱ��_�������������r���o��o����
4����ɰ�C�\���^������Ӽӄ�������ĥ���c�D���g�����зǾ����ĥ�p�����ɷDŽ�Q���D���c�e������IJ�ƽ���B��Ƥ��݆���F���Ʉӵ�ԭ������ġ����ų�������Ӻ�ͣ�C�z�飬��������O�����b����ɰ�C�ϵ�����_�P�������z�y����ƽ����ӕr���ڰl���O��p�ĺ��ˆT����ǰ����ͣ�C��
5����ɰ�C���D����ĥ����Ǟ鱣�o�D�ӱ��w����ĥ�p���OӋ�ġ����˱��C��ɰ�C�o�����\�У���회��D����ĥ����͙C���Ȳ����r�ęz��{�볣Ҏ�����ܝM��һ���������ĥ�p��������r���Q���O��ÿ�\��8-10С�r�����z���D�ӡ���ɰ�C�Ȳ������^�����S�����ע����֬�ȡ�
6���z����ɰ�C늙C����������늙C����^��늙C�^�d�����p�ٽo������ֱ�����ֵ������
��ɰ�C����Ҫ������ʽ�Ǔ��顣���^���ٵ�ʯ�K���ڒ����^����ײ�£�һ�����c����ǻ�l����ײ���飬һ�����cʯ�K�l�����飬�������^��ʯ�K�L�r�g�ě_����ĥ�p�dz����أ����^һ�Εr�g��ͱ�횸��Q����t������Ӱ�����Ч����߀��Ӱ푵��D�ӱ��w���D�ӱ��w��ĥ�p��Ӱ����ƽ�⣬����������S���ѵȲ�������������Qһ����ɰ�C�Ē����^��Ҫ5000Ԫ���ң���ɺܴ�����M���������^��ĥ�p��Ҫ���ܵ��_���Ժ����a���ě_��ĥ�p��ÿһ�M�����^��9���M�ɣ������g3��ĥ�p�����أ����˲�Ӱ��D�ӵĄ�ƽ�⣬ÿ�θ��Q����ȫ�����Q����ɘO������M����ˣ��{���������^���ܵ��d�ɣ����_�����L�����^������Ŀ�ġ�
�D����Ӱ���ɰ�C�����|����Ч�ʺ͉�������Ҫ���أ�������Ч���������S���D�ٵ���߶���ߣ����D��߀���ӄ��������^��ĥ�p������Ӱ���ɰ�C��ʹ�É�����
����������1400��1500r/min��1600��1750r/min�r�������^�������⣬�D���ܫ@��ƽ���\�D���D�م^�g���_�����Lʹ�É�����Ŀ�ġ�
��ʯ���a���ػ��Ĝʂ乤��
1���O�ÿ��������ȵĘ�־����ˮƽ�˜ʘ���˸ߘ������ڹ̶��Ľ�����ϡ��ۺ͜ϵ�߅���Ϗ���ˮƽ�˸߾������ˮƽ�˸�ľ�ӡ�
2���ڵ���ˮλ���ڻ��۵���Ĺ�����ʩ���r������ȡ��ˮ�͵���ˮλ�Ĵ�ʩ��ʹ���۱��֟oˮ��B��
3�����ǰ�����M�����P��λ��ͬ�ۣ������S���ߴ硢ˮƽ�˸ߡ����|��r�����Пo�����ϡ����ȡ�����δ���ػ�ǰ̎���ꮅ���k�����m��
4���z����ۡ��ܜϵ�߅���Ƿ�������������ϵĸ����ͷeˮ��
�������a���O�����Üʂ乤������Ҏ�����_܇����������Ҫע����������傀���档
1��������늙C�r��ע����ƹ��ϵ�����������^30-40s�Ć��Ӹ߷����������͕����������Ĺ������ֵ��
2�����������\�D�^���У�ҲҪע����������^�L�r�g���^Ҏ��ֵ��
3���ʽ����C�����\�D�Ϳ��_��ι�ϙC���������ωK�Ĵ�С���ʽ����C�\�D��r���{��ι�ϙC���D���Ը�׃ι������ͨ��������ǻ�е����϶ѷe�߶�Ҫ���^����ǻ�߶ȵ�2/3���ωK��ֱ����ò����^�M�Ͽڌ��ȵ�50%-60%���@�r�ʽ����C�����a������ߡ����ωK����r���͕���ɶ�����Ӱ��������a��
4��Ҫ������������P�����Ď��塢�@�^�ȣ��M���ʽ����C������p�ęC����������ͨ�^�ʽ����C�r���t������֪ͨ��һ��λ�����ˆT���rȡ������ֹ�M��ڶ�������Cϵ�y������¹ʡ�
5��������O���Ԅ����l����ԭ���������������B�m���������O�䡣
1�����Ñ�ُ�I��ɰ���a���O�䵽Ͷ��������ʹ�ã�����Ҫһ���^�L��ĥ���ڣ������Ñ������s���ڣ�������M��@�����棬��ҕ��һЩ����ɰ���a��ĥ���ڃȑ�ע��ļ�С���֣������е��Ñ����뷴��߀�]���S�ҵı��|�ڣ��C�����ˏS�Ҿ�ԓؓ؟�S���đB����ȫ����һ���£����ǙC����ĥ���ڃȾ��L�r�g��ؓ��ʹ�ã����C�������l���l�����ϣ��@���HӰ��˙C��������ʹ�ã��s���˙C����ʹ�É���������߀���ڙC�����Ɖģ�Ӱ��˹��̵��M�ȣ������ɰ���a��ĥ���ڵ�ʹ���c���B����������Ҫ�ĭh����
2����ɰ���a�������O�����L�r�g���\�ú�����F��ͬ���ϵĮa��������Сë���҂���ԓ����挦�أ����ڲ������˾͕���æ�_�y��֪��������֣�Ϲ���v����Ū�ɳ�������@����Ќ����Ć��}�����Y��ˎ����Ȭ����ɰʯ���a�����O���㕽Ӻͅf���Ƿdz���Ҫ�ģ��e���ڽo�Ϻ�ݔ�ͭh���ϣ������������ͬ�����ͺ����׳��F�������ݗ�䷶��̫�V����Ӱ���ɰ���a����Ч�ʣ����O��Ҳ�a��һЩΣ���������ع��Ƴ�����ɰ���a���ǽ��^���Һ��Ñ���һ�¿��C�͌��ģ���һ�l���ɻ����x�V���a���O�䡢�Vɽ�Cе�������a���������ַ��㣬����Ҫ���nj����a����ߵ�����ǰ�ăɱ���ԓ���a�����m����ܛ���������m����Ӳ�ȷdz�������ϣ�߀������Ч̎���������^������ϣ���ֹ���a���O��Ķ����F��
����ʯ���a���У�ʹ���l����ߵĮ��������O�䡣Ҫ�뱣�C�^�ߵ����aЧ�ʺ��^�L��ʹ�É�������ʯ���a���S�ұ�����ñ��B������
1�������O����S��B
�����O����S�в�λ�������דp�ĵģ�������Ҫ�������ӝ����ͺ͝���֬�����ܱ��C�S�е�ʹ�É�����
2�������O����ճ����B
�鱣�C�����O��̎�����õļ��g��B���p�ٹ���ͣ�C�r�g���������ʡ������ʣ�����������ڱ��B�����������M�У����_̎�����B���������Pϵ�������Sֻ�ò��B����ֻ���B��
3�������O��ĝ������B
����ע��ͼ��r����Ħ����ĝ����������ɱ��C�����O��������\�D�������S�����ȵĝ���֬���ݷe��50-70%��ÿ�����±�횸��Qһ�Ρ���Q�͕r�����坍�����ͻ�ú���м�����ϴ�S�НL�����ܵ��ȡ�
1��ÿ����ɰ���a�������M��һ��ȫ��İ�ȫ���a��z�飬���z��ĽY���M�ЅR���������ƶ����Ĵ�ʩ���������ܰ�ȫ�IJ��T���ɕ�����ϴ�n���顣
2��܇�g��M�M�н����Եİ�ȫ�z�飬�l�F���}���r����I���͌��I���T��Ѹ�ٽM��̎�����Q�����S��"��"���I���_����ɰ���a��ȫ���O��İ�ȫ������
3��������ɰ���a����늚��b�á�����Cе���\ݔ���ߡ����o��Ʒ�������b�á���Ʒ����Ҫ������ÿ��Ո��ȫ�������T�͌��I���g�ˆT�M�Ќ�헙z�顣�ڙz���аl�F�Ć��}Ҫ���ɕ�����ϣ����n��飬�����ڽ�Q�����C��ȫ���a��
4�������ꡢ����늡�����������������ȹ����M�м����Եęz�飬���r��ȡ�����ķ��o��ʩ��
5�����������g��횰��Ō��I��ȫ�����ˆTֵ���M�а�ȫ�z�飬ͬ�r���һ�������İ�ȫ���l�ˆT����ð�ȫ���l������
ϴɰ�C�İ��bҪ��
1.ϴɰ�C�\����ʹ�Æ�λ�������z����㲿���Ƿ��Rȫ���Пo�p�ġ��_���C�������o�p�����M�а��b��
2.ʹ�Æ�λ�����լF�����w��r���OӋϴɰ�C���Aʩ���D����ϴɰ�C���̵İ��b�ڽY���Ļ��������A�ϡ�
3.���b�r��횰����b�D��Ҫ���C�Aб�ǶȰ��b��
4.ϴɰ�C��늄әC���b�ڌ�܉�ϣ��Ա��{��Ƥ�����ɾo�ȣ�Ƥ��݆�c늙CƤ��݆�ڰ��b�r�����Cƽ�С�
5.������Ҫ���{���ú��D�ӱP�D�ӎ��D���ԙz���Пo��ס����ײ�F��
ϴɰ�C���\�D�{ԇ
һ��ϴɰ�C��ؓ���\�D�{ԇ��
1.늙C���Ӻ�ϴɰ�C�\�D��ƽ�����o����������ӡ�
2.�S�М��������^35�档
3.ϴɰ�C���\�D�r�g2-4С�r���z���̎�B���Пo�Ʉӣ����{��֮��
����ϴɰ�Cؓ���\�D�{ԇ��
1.ϴɰ�C�ڿ�ؓ��ԇ�\�D���õĻ��A�ϣ������M��ؓ���\�Dԇ
2.ϴɰ�C�\�D��ƽ�����o����������ӡ�
3.�S�М��������^40�档
4.���ܷ�̎�����зۉm�M�롣
5.�y��늄әC�Č��H���ʣ������в������IJ��ӡ�
6.ؓ���\�Dԇ����B�m5-6С�r�����\�D�_�J�������o�`������ʽͶ�aʹ�á�
�����D�Ӷ�������^���Ĺ��Ƭ�B�ɣ���늄әC�Ĵ�·���֡������D���Fо�ēp�ĺ�׃����Ҫ�����ׂ�����ԭ����ɡ�
���S���^��ĥ�p���b�䲻������ɶ����D�������ʹ�Fо����p�����M����ɹ��Ƭ�g��·��늄әC�F�p���ӣ�ʹ늄әC�����^�ߡ��@�r���ü��S�ȹ���ȥ��ë�̣��������Ƭ�̽ӣ������Ƀ���Ϳ�Ͻ^���ᣬ���ӟ��ɡ�
�ڲ���f�@�M�r�����^��ʹ�I����б�����⏈�_���˕r���ü����Q��ľ���^�ȹ�������������ʹ�X���λ�����ڲ��Ï�λ���пp϶�Ĺ��Ƭ�g�������������zľ���Ӳ�|�^�����ϡ�
�����ܳ���ԭ������Fо�����P�g���˕r����ɰ����ĥ�Ƀ���������Ϳ�Ͻ^���ᡣ
�܇��@�M�ӵخa���ߟ�����Fо����X����������ӻ�ε��ȹ��ߌ��۷e�����Ƀ���Ϳ�Ͻ^�����ɡ�
���Fо�c�C���g�Y���Ʉӣ��ɔQ�oԭ�ж�λ��ᔡ�����λ���ʧЧ�����ڙC�������@��λ�ײ����z�����o��λ��ᔡ�
�D�Sͨ�^�S��֧���D�ӣ���ؓ�����صIJ��֣���������ĥ�p�IJ�����
�ٹ��ϙz��
�\���Йz��;�L���S��ȱ�͕r���� ��"��µ��µ"����;�� �����B�m��"����"�����������S���Ȧ���ѡ��S�ЃȻ���ɳ�����s����S��������p��ĥ�p�r�����a���p���s����
��ж��z��;�Ȳ쿴�S�НL���w�������Ȧ�Ƿ����Ɠp���P�g���̺۵ȣ�Ȼ��������ס�S�Ѓ�Ȧ����ʹ�S�Д[ƽ����һֻ���������ℂȦ������S�����ã����Ȧ���D��ƽ�����D���Пo��Ӻ����@�Ŀ����F��ͣ�D�����Ȧ�]�е��ˬF��t�f���S���Ѳ��������ˡ����ֿ�ס��Ȧ��������ס���Ȧ����������������Ƅӣ�����Ƅӕr�е����ɣ�����ĥ�p���ء�
�ڹ�������
�S��������ϵ��P�߿���00̖ɰ��������Ȼ�������������ϴ;���S�����Ѽy������Ȧ���ѻ��S���^��ĥ�p�r�������Q���S�С����Q���S�Еr��Ҫ�x���cԭ����̖��ͬ���S�С�
���S����;
��������ͨ�^ĥ���S�i�����h�ķ����M���ޏ�;�������^0.2mm���Ɍ��D�S���ډ����C�£����ď���̎�Ӊ��C�����C������S������܇������ĥ��;��������^�t����Q���S��
���S�iĥ�p;
�S�iĥ�p����r�������S�i���һ���t����ĥ������Ҫ�ߴ�;ĥ�p�^���r�������S�i���M�жѺ����ٵ�܇��������ĥ��;����S�iĥ�p�^��r��Ҳ���S�i��܇��2-3mm����܇һ��Ͳ���ß������S�i�ϣ�Ȼ��܇��������ߴ硣
��ӽo�ϙC�İ��bʹ��
1.��ӽo�ϙC�������ϡ������o�ϕr�鱣�C�o�Ͼ�������ֹ����������ˮƽ���b�����M��һ�������B�m�o�ϕr�����A10�㰲�b������ճ�����ϼ���ˮ���^������Ͽ����A15�㰲�b��
2.���b�����ӽo�ϙC������20mm���΄��g϶���M��ˮƽ���Ғ��b�ò��������B�ӡ�
3.��ӽo�ϙC���dԇ܇ǰ������ȫ����˨�o��һ�Σ����������늙C�ĵ��_��˨���B�m�\�D3-5С�r�����¾o��һ�Ρ�
4.��ӽo�ϙC���\���^���Б������z����������늙C�������늙C����ضȣ�Ҫ��ǰ������������Ҕ[�u�����늙C�����������l�F������r��������ͣ�C̎����
5.���늙C�S�еĝ��������_��ӽo�ϙC�����������P�I����ʹ���^���Б����ڌ��S�м�ע����֬��ÿ�ɂ��¼�עһ�Σ��ߜؼ���ÿ�¼�עһ�Σ�ÿ�������һ��늙C�����Q�Ȳ��S�С�
�����ӽo�ϙC�IJ������E��Ҏ��
1������ǰ��
��1���z�鲢�ų��C�w�c��ۡ����ɼ�֧��֮�g�Пo���ϵ�Ӱ푙C�w�\�ӵ��s�
��2���z�����оo�̼��Ƿ���ȫ�o�̣�
��3���z�鼤�����ȵĝ������Ƿ�����͘˸߶ȣ�
��4���z�����Ƥ���Ƿ����ã������Ɠp�����r���Q���������ۑ��坍�Ƀ���
��5���z����o�b���Ƿ����ã��l�F�в���ȫ�F��r�����r�ų���
2��ʹ�Õr��
��1���z��C���c���Ӳ�����r�Ƿ������������ӣ�
��2������ڟo�d����r���ӣ�
��3�����Ӻ���l�F������r��������ͣ�C�����������ų����������ن��ӡ�
��4���C��������Ӻ��Ɏ����\�У�
��5�����ϑ�����ؓ�dԇ܇Ҫ��
��6��ͣ�C������ˇ����M�У���ֹ����ͣ�C������ͣ�C�r��ͣ�C���^�m�o�ϡ�
�������ӽo�ϙC���dԇ܇�������������a�r������ͣ�����Ч�ʵͣ�
�ܿ����������O����M�Ͽ��OӋ�������O����ϲ۳����^���ؓ�ɺ͉������˕rҪ���r���M�Ͽ��M�и��M���p���O���M�ω��������C�O���ڷ��������a�h�����M�й�����
�������ӽo�ϙC��ͨ�Դ���O�䲻��ӻ��gЪ�Թ����������������
�����ӽo�ϙC�����늙C���U�z������߾�Ȧ������·����ֱ��Ӱ��O��������\�D�����������ӽo�ϙC���a����ӣ�Ҫ���r���Q�µı��U�z�������늙C�ľ�Ȧ���g�����g�M�Йz�飬�ų���·�F�Ӻ�������·��
��ӷ���С���������o�������{�������
�������ӽo�ϙC��ͨ�Դ���O�䲻��ӻ��gЪ�Թ�����������������������ɿع豻�^���늉�������������O�䲿��֮�g�Ě�϶���������϶��������׳��F�@�N��r����Ҫ�������������M�м��r���������Q�������ɿع衣��Ҫע����ǣ������ӽo�ϙC���L�r�g�\�к�ɿع��늴ž�Ȧ���g���l����·��ʹ�ɿع������������������O��ͣ�C����Ҫ���ɿع��늴ž�Ȧ�M�м��r���Q��
���O�������Ҏ�t�ĕr�����a������ײ����
�����ӽo�ϙC�İ受�ɰl�����ѣ��������Ͳ��w���B����˨�����ɄӶ�������O����Ӳ�Ҏ�t��Ҫ���r�Q�o����Q�µ��B����˨�͏��ɽY�����������O���㲿�����Fо����F֮�gһ���Ě�϶��ͬ�r��Ҫ�{��늙C���ƣ������~������늉�������C������������^���аl�����ײ��늉���������
�����ӽo�ϙC���������
1.�~��늉������r�������ӽo�ϙC�������ȵĿɿع�����^������������늴ž�Ȧ���g���F��·�F���ؕr�������ɿع裬�˕r���������܌�����M���{������ˣ�Ҫ���C�O���~��늉��ķ�����ͬ�r���Q��������늴ž�Ȧ��ɿع裬�z��ɿع���B�Ӿ�·�Ƿ��B�����_���^늱��o�Ƿ�����������
2.�鱣�������ӽo�ϙC�\�D�r���a���㲿�����ײ�����ĥ�p�����b�r������֮�g������һ�����g϶�������ς��͕r���Еr���ϕ������O���g϶����ɶ������˕r���������ܵ�һ�����Ƽs���Ķ����l����{�������ĬF����ˣ�Ҫ�������ς������������r�����������ϣ����������ӽo�ϙC�\�D����������{���`��ɿ���
Ƥ��ݔ�͙C�İ��bʹ��
1�����bƤ��ݔ�͙C�ęC���^���_ʼ��Ȼ��혴ΰ��b�������g�ܣ�����b�Oβ�ܡ��ڰ��b�C��֮ǰ������Ҫ��ݔ�͙C��ȫ�L���������ľ�����鱣��ݔ�͙C�����ľ���һ�lֱ������ݔ�͎������\�е���Ҫ�l���������ڰ��b�����C�ܕr����회������ľ���ͬ�rҲҪ�������ƽ���C�܌����ľ������S�`�ÿ�יC�L���0.1mm������ݔ�͙Cȫ�L�ό��C�����ĵ��`��ó��^35mm����ȫ���ι����O���Ҝ�֮�Ɍ����ι��B��������
2�����b���b�Õr�����ע��ʹƤ��ݔ�͙C�Ă����S�cƤ��ݔ�͙C�����ľ���ֱ��ʹ�ӝLͲ�Č��ȵ������cݔ�͙C�����ľ��غϣ��p�������S���c�����S��ƽ�С�ͬ�r�������S�͝LͲ������ƽ���S��ˮƽ�`�����ݔ�͙C�Č�խ�����S��0.5��1.5mm�ķ����ȡ��ڰ��b���b�õ�ͬ�r�������bβ݆�����o�b�ã����o�b�õĝLͲ�S�������cƤ��ݔ�͙C�����ľ���ֱ�� ��
3�����b������݁����݁�ܣ�ʹݔ�͎����о���׃��ď��������D�ε��НL���g����������݁���g���1/2��1/3����݁���b��ʹ����D�`���p�졣
��Ҫ�eע����ǣ��鱣�Cݔ�͎�ʼ�K����݁�͝LͲ�����ľ����\�У����b��݁���C�ܺ͝LͲ�r����횝M������Ҫ��������݁����ų��С�����ƽ�У������֙M��ˮƽ�����еĝLͲ�ų��У�����ƽ�У�֧�нY���ܱ�횳�ֱ�������ұ��֙M��ˮƽ����ˣ����ӝLͲ����݁�ܰ��b�Ժ�ԓ��ݔ�͙C�����ľ���ˮƽ�����������
4�����C�̶ܹ��ڻ��A��ǰ��ϣ��̶���ɺ��b�O�o�Ϻ�ж���b�á�
5�����Oݔ�͎��r���Ȍ�ݔ�͎����l��ڿ��d�ε���݁�ϣ������ӝLͲ֮���ٷ������d�ε���݁�ϡ����O���l��ʹ��0.5��1.5t���֓u�g܇��
�����o���l�M���B�ӕr���������o�b�õĝLͲ�Ƶ��O��λ�ã���С܇������ʽ���o�b��Ҫ������b�÷������ƣ�����ֱʽ��o�b��Ҫʹ�LͲ�Ƶ����Ϸ��������oݔ�͎���ǰ�������b�Üp������늄әC���Aбʽݔ�͙CҪ�b���Ƅ��b�á�
6��Ƥ��ݔ�͙C���b����Ҫ�M�п��Dԇ�C���ڿ��Dԇ�C�У�Ҫע��ݔ�͎��\�����Пo��ƫ�F���Ӳ��ֵ��\�D�ضȡ���݁�\�D�еĻ����r������b�ú͌��ϰ��cݔ�͎�����Ľ��|���̶ܳȵȣ�ͬ�rҪ�M�б�Ҫ���{������������������ſ����M�Ў�ؓ�d�\�Dԇ�C�������������ʽ���o�b�ã��ڎ�ؓ���\�Dԇ�C�r��߀Ҫ�����ɾo�����M��һ���{����
��ӺY�İ��b�{ԇ
���bǰ���șz����ӺY���㲿���Ƿ��Rȫ�͓p�ġ�������Գ��S���������^�����£�������²�ϴ�ͽM�b�����Q���坍�ĝ����͡�
���Ҫ�x��λ�ã�һ�����^ƽ���ĵ��棬Ȼ����֧�л�����b�õİ��bʾ��D������b�������������b��ǰ�����������ӛ�Č��H����ֵ�M���x�䡣�ٌ���ӺY�ĺY���B����֧�л�����b���ϡ��b�ú���Ҏ���ăAб�Ƕ��M���{�������ǵ���ʽ�ĺY�ӣ����ͬ�r�{���Y��A�ǺͺY�����S��ˮƽ��һ����f�����M�ЙM��ˮƽ�ȵ��{�����������Y���ƫб��ˮƽУ�������{���Y��v��A�ǡ����ɵ�������ԓ������������r��ͨ�^�y�����ɵĉ��s���M���Дࡣ���߰��b늄әC�������z�������b�r��늄әC�Ļ��AҲ��ԓ��ƽ��늄әC��ҪУ��ˮƽ�����z��݆�����ۜϵ����ľ������غϣ������z��������Ҫ����m��Ȼ����ǰ���Ҫ���b�̶��Y�档
��z����ӺY���B�Ӳ����Ĺ̶���r���Y�W���b��r��������С����ֹ�a���ֲ���ӡ��D�ӂ�ݔ���ֵĝ�����r��늄әC��������ĽӾ��Ƿ����_���\�D�Ƿ��������z�����������\���r�Ƿ��в���֮̎���Ƿ��c�ȱڮa����ײ�ȡ�
��ӺY���{����ԇ�\��
��1�������ɱ��̎�ڴ�ֱ��B��������֧���c���ɽ��|���횳�ˮƽ��B���{���ú�����˨�я�����֧���̶��ںY����S�ϣ�Ȼ���c����һ�w��
��2������ӺY���ӷ��飬վ�ڽo�϶ˣ��挦�������ӷ����^��늙Cλ�ã��õ����������ӡ�����Q�ӷ���r����ƽ��݆��ж���������݆�����°��b����һ�yƽ��݆�ϲ��o�̡�
��3�����_��V�������г�ֵ��{�������_���ɂ��z��݆�����Ĝϲۣ��ڸ���ƽ���һһ������
��4������ӺY���b�{���Y�����M�в�����2h�Ŀ��dԇ�\�D��Ҫ���\�Dƽ�⣬�o��������������\��܉�E����Ҫ���S����ߜضȲ����^75�档
��5������ӺY���dԇ�\�D�ϸ��Ͷ��ؓ�dԇ�\�D��ؓ�dԇ܇�r�g�ɰ���ˇԇ܇Ҫ���M�С�
���b��ӺY�ϵĜp������
ֱ����ӺY���A��ӺY��һ����䰲�b�Мp���������Խ������ӺY�������\�D�r�c���A����Ӻ��������p�����������|�IJ�ͬ�ɷ֞����z�p���������ɜp�����������w�S�p�����ȣ����Џ��ɜp�����Ĝp��Ч�������룬����Ч�����ʿ��_98%�����z�p�����ĸ���Ч�ʞ�50%��80%�������w�S�p�����ĸ���Ч��Ч�ʞ�75%��85%���p�������b�r��Ҫע�����ӺY�����h����늄әC������O�����r�����C�p�������b�ʴ_�������l�]��Ч��ֵĜp�����á�
�ڰ��b�p�����r��Ҫ��ֿ��]���ӺY�Ĺ����h�����ڌ����������Ҫ��ĵ��|�ͭh���У��������ӺY�Ļ��A���ܰ��b���Ì��Ȟ�25��30mm�ĸ���ϣ��ڌ����ӺY�Ļ��A�ײ��������x��ˮ�ࡢ�r�ࡢú̿���������ڻ��A�ĵײ���O��ȼs��200mm�ĸ���ӣ��������O�ú��ٴ��M�л������ӵĝ��࣬�Ա��C�O����A�ķ����ԡ�
ͬ�r߀��Ҫ���]���ӺY늄әC�Ͱl늙C����r�����C�p������늄әC��늚���ϵ�y�������ã���ְl�]�p�����á��ڌ�늄әC�l늙C�M�M�а��b�r��ͨ��ʹ��M18ֱ���ĵ��_��˨���O��C���M�й̶�����ֹ�C�����L�r�g����������îa���Ƅ��eλ��ͬ�r�l늙C�M�܇�Ҫ�A�������ęz���g���l늙C�MҪ�c�����S�����w���ֲ�С��1.5m�ľ��x���ҏS����픸߶��c�l늙C��߶˸߶ȑ���С�ڰl늙Cͨ�Lɢ�ἰ�z������Ȳ�������С���x���O����A�x����ͬ��Ҫ����һ���ľ��x���Ա��C���ӺY��늿�ϵ�y�c�p�����g���к����Ĺ������x�������O���������\�D�г��F�����M�����l�������ϣ������a���O����ɲ���Ӱ푡�
��ӺY��ʹ�ð�ȫ���g
ʹ����ӺY�r��������ذ�ȫ���g��һ��Ҏ�̡����磬����ӺY�\�D�r����ֹ�κ������������ѓp�ĵ���ӺY��ֹʹ�á�
���ӎ��͎�݆���O�з��o�֡��z�ޕr���ɲ��·��o�֣�������ӺY����ǰ������°��á�
�鄓�������Ąڄ��l���l�������O����ӺY�ďS���ȣ����б�Ҫ�ķ��m�Oʩ�������Y���ϘO�a���҉m�r���Y�ӑ������]�֡�
�S�Н����͵����ӱ������ӺYֹͣ�r�����M�С�ͬ�ӣ��Y��ֹͣ�\�D�ſ������Y�W��
�z����ӺY�r����eע���w݆�ϵ����ع̶����ɿ�����̶����Σ���ӺY�\�D�r�����ؾͿ����x�_�w݆�w������¹ʡ�
�l�F��Σ���������O�䰲ȫ�r��������ͣ܇���R���{�ȡ�
��ӺY�DZز����ٵĺY��ɰʯ�O�䡣ɰʯ��������������c�Y�W�a��һ����Ħ����������Щɰʯ����Ҳ�����o늣��ڲ����Ħ���¾͕��ܵ��o�Ӱ푣����ɰʯ�ںY���ϽY�F���Y�ʽ��ͣ�Ӱ��������a����������ӺY���o�Ӱ푣�������ӺY�ĺY���Ͻ���һ�l�ؾ���ʹɰʯ�c�Y��a��Ħ�����a�����o��ɵؾ��������Ķ���������Y�ʣ������ڌ�ɰʯ�Y�x�ּ�ǰ��ɰʯ�м���һ���Ŀ��o늄�������ɰʯ�����o늣�ͬ�r����Ħ���o늵Įa�����Ķ����F��ӺY��Ч�Y�֡�
1��������f�Y�������c���ȡ����A���P��������ºY���t�ǹ�ˇ���}
2���Y���OӋ������
3���ӹ����Ȳ���
4���Y�������`��̫��
5���S���|�����ϸ�
6���S��b�����_
7���S����϶�x��ǡ��
8�������������������^����^��
��ӺY�����r�Y�C���D�p�����S�аl�ᡣ
ԭ��
1���S������
2���S��ȱ�ٝ�����
3���S��ע���^��������˲����m����
4���S�Гp�Ļ��b�������A݆��ƫ�ĉKÓ�䣬ƫ�ĉK�Ĵ�С��ͬ���Ԍm�ܷⱻ����
��Q�k����
1����ϴ�S�У����Q�ܷ�Ȧ���z���Ԍm�ܷ��b��
2�����S����ע�띙����
3���z���S�еĝ�����
4�����Q�S�У����bƫ�ĉK���{���A݆��ƫ�ĉK
��ӺY�W�^���Ɠp��ԭ�������
�Y�W�|�����ϸY�W�ď��o���ȡ��@м�ѷe�ȡ�ᘌ��@Щ���}�҂���ԓ����ȥ���Ⲣ���r�������{���أ�
1���Y�W�|�����ϸY�Wһ�����ϲ��ĺY�Ӻ��²��������ӣ�Ҫ���@2��֮�g�o���N�ϣ�����Y�W�A���o��ˇ����Y�W�ײ��������ӿ��o�r���Y�ӛ]�����o�������r�@м�Ē��S�����pС�������ų��@м������҂����x����ӺY�rһ��Ҫ�J�匣�I���a�S�ҵĮaƷ��
2���Y�W���o���Ȳ�������������Y�Wӣ��@�N��rͨ�����غY�W߅�����߅���l̎���ѻ�p�ġ�
3���@м�ѷe��
��1��������ӷ��ȣ�
��2���Ç�����ˮ�_�Y�W���@м���pС�@м��ճ�ԣ����@�������H�m�����S����ˮ�Ĉ��ϣ�
��3���{����ɰ�ڶ˵ĺY�W�Ƕ����£����ڎrм�������ų������ǿ��ܕ������ܝ{��
��4�����Q�Y�W��Ŀ�����{���κY��������




